
I produksjonsverdenen, injeksjonsstøping er en kraftig prosess som brukes til å lage alt fra bildashbord til flaskehetter. Selv med moderne teknologi kan det imidlertid skje mangler. En av de vanligste og frustrerende av disse er Kort skudd . Denne feilen ser ikke bare dårlig ut; Det skaper en ikke-funksjonell del, noe som fører til bortkastede materialer, forsinkelser i produksjonen og høyere kostnader. Å forstå hvorfor korte skudd oppstår og hvordan man fikser dem er viktig for alle som er involvert i plastdelproduksjon. Denne guiden vil lede deg gjennom årsakene, løsningene og forebyggingsmetodene for å hjelpe deg med å produsere høykvalitets, komplette deler hver gang.
Hva er et kort skudd i injeksjonsstøping?
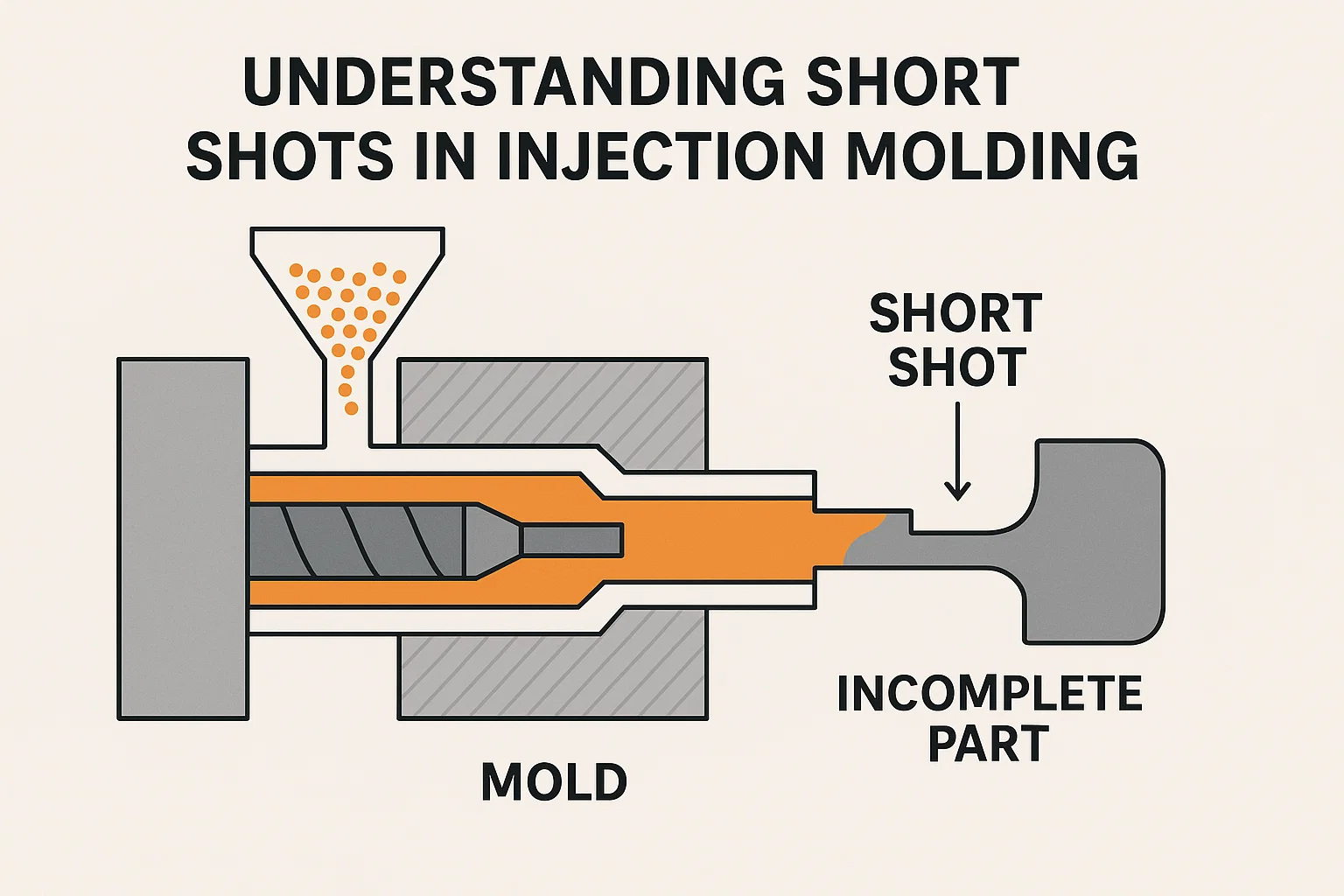
Enkelt sagt, a Kort skudd er en støpefeil der den smeltede plastharpiksen ikke klarer å fylle formhulen fullt ut. I stedet for en komplett, perfekt del, ender du opp med en komponent som er ufullstendig eller "kort." Det er som å prøve å fylle et glass med vann, men å løpe ut før glasset er fullt. Resultatet er en del som mangler seksjoner, ofte på de lengste punktene der plasten ble injisert. Visuelt kan et kort skudd vises som en delvis dannet del, eller det kan ha en jevn, avrundet kant der plaststrømmen stoppet brått. Fordi et kort skudd er en ufullstendig del, er det umiddelbart ubrukelig og må skrotes. Det er ofte et symptom på underliggende problemer med maskinen, mugg eller materiale som må diagnostiseres og korrigeres.
Hva forårsaker korte skudd?
Å diagnostisere et kort skudd krever en systematisk tilnærming, da årsaken kan stamme fra flere forskjellige områder av injeksjonsstøpingsprosessen. De vanligste problemene kan spores tilbake til materialet, maskininnstillingene eller selve muggdesignet.
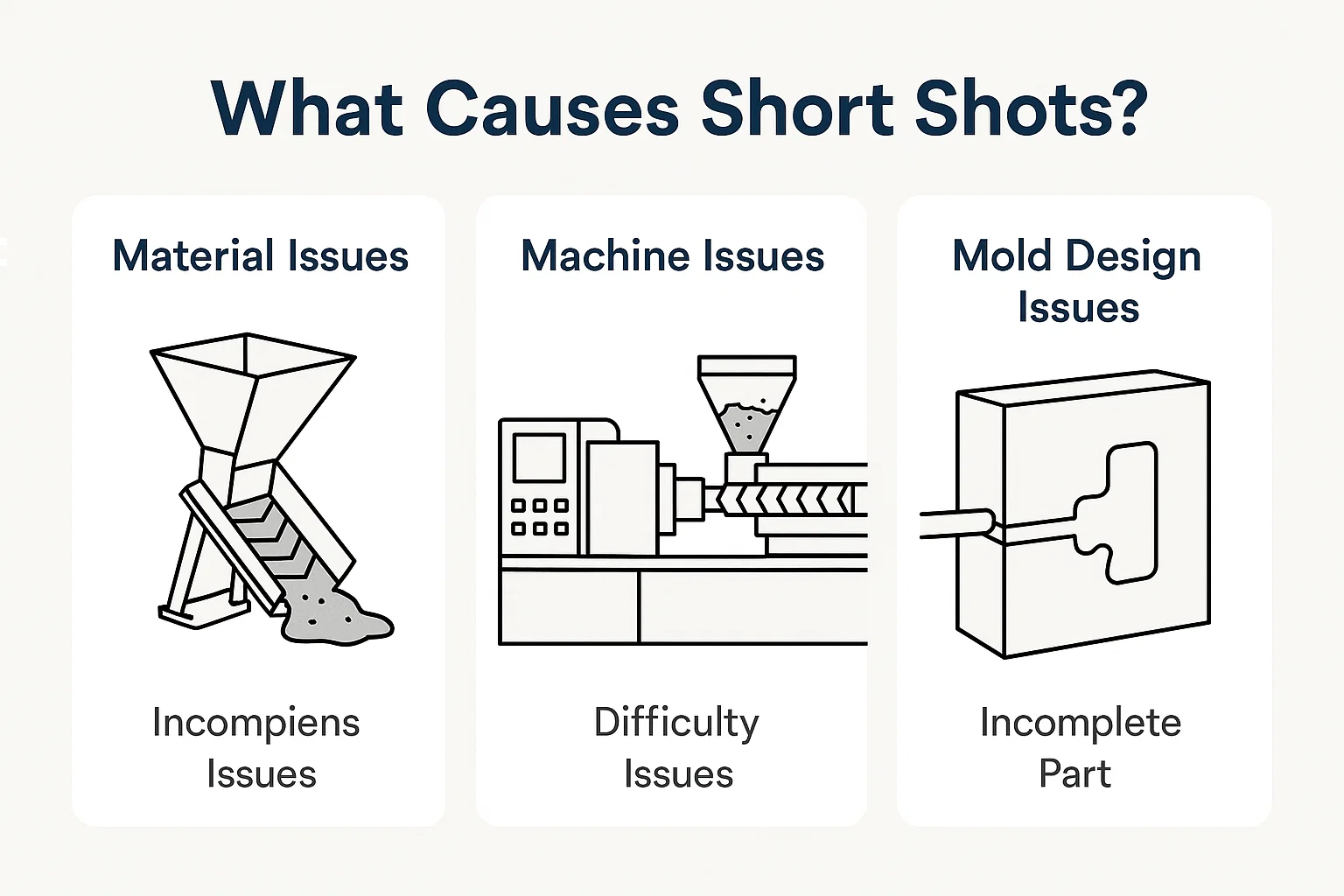
1. Materielle problemer
Selve plasten du støper kan være årsaken til et kort skudd. Problemer med harpiksens tilstand eller forberedelse kan forhindre at den strømmer riktig inn i formen.
-
Utilstrekkelig materiale: Den mest enkle årsaken er rett og slett ikke å ha nok plast til å fylle formen. Dette kan skje hvis den injeksjonsstøpemaskinens skrue ikke går langt nok til å skyve det nødvendige volumet av plast, eller hvis det er en blokkering i fôrsystemet.
-
Løsninger: Kontroller maskinens materialbeholder og fôringsmekanisme for å sikre at den ikke er tom eller blokkert. Øk skuddstørrelsen på maskinens kontrollpanel for å levere et større volum av materiale.
-
-
Feil smeltetemperatur: Hvis plasten ikke blir oppvarmet til riktig temperatur, vil dens viskositet (dens motstand mot strømning) være for høy. En tykk, "kald" smelte sliter med å strømme gjennom de smale løperne og portene og kan stivne før den kan fylle hele hulrommet.
-
Løsninger: Rådfør deg med materialleverandørens datablad for det anbefalte smeltetemperaturområdet. Juster tønnen og dysevarmeretemperaturene på maskinen for å øke plastens temperatur og senke viskositeten.
-
-
Materiell viskositet: Selv ved riktig temperatur er noen plast iboende mer tyktflytende (tykkere) enn andre. Materialer som polykarbonat og polystyren med høy effekt kan være mer utsatt for korte skudd på grunn av deres strømningsegenskaper. I tillegg kan fuktighet i hygroskopisk plast (de som absorberer vann, som nylon) føre til at de ødelegger og mister strømningsegenskapene.
-
Løsninger: Forsikre deg om at materialene er riktig tørket før bruk i henhold til produsentens spesifikasjoner. Vurder å bruke en lavere viskositetskvalitet av samme materiale, eller et annet materiale helt med bedre strømningsegenskaper.
-
2. Maskinproblemer
Innstillingene på injeksjonsstøpemaskinen din er kritiske. Selv med riktig materiale og mugg, kan feil parametere lett føre til et kort skudd.
-
Mangelfullt injeksjonstrykk: Trykk er kraften som skyver den smeltede plasten inn i formen. Hvis injeksjonstrykket er for lavt, vil ikke plasten ha nok kraft til å reise til de lengste ender av hulrommet.
-
Løsninger: Øk innstillingen av injeksjonstrykket på maskinen. Dette er ofte den første og enkleste løsningen å prøve. Vær imidlertid forsiktig med å bruke for høyt trykk, da det kan forårsake andre feil som blits.
-
-
Feil injeksjonshastighet: Hastigheten som plasten injiseres spiller også en avgjørende rolle. Hvis hastigheten er for langsom, kan plasten begynne å avkjøle og stivne for tidlig før hulrommet er full. Dette gjelder spesielt for tynnveggede deler.
-
Løsninger: Øk injeksjonshastigheten. En raskere injeksjonshastighet kan hjelpe plasten til å nå alle delene av formen før den mister varme og viskositet.
-
-
Ventilasjonsproblemer: Når plast fyller en form, må luften fanget inni ha en måte å rømme på. Hvis muggens ventilasjonsåpninger er blokkert eller feil størrelse, vil den fangede luften skape et baktrykk som motstår strømmen av plast, og effektivt "kortslutning" skuddet.
-
Løsninger: Rengjør muggens ventilasjonsåpninger og avskjedslinjer. Forsikre deg om at luftedybder er riktige (typisk 0,0005 til 0,001 tommer eller 0,013 til 0,025 mm). Vurder å legge til flere ventilasjonsåpninger eller et vakuumventilasjonssystem for komplekse former.
-
3. Mold designproblemer
Selv med perfekte material- og maskininnstillinger, kan en dårlig designet form gjøre det umulig å produsere en komplett del. Disse problemene er ofte de mest utfordrende å løse fordi de krever fysiske modifikasjoner av verktøyet.
-
Portstørrelse og plassering: Porten er åpningen som smeltet plast kommer inn i formhulen.
-
Portstørrelse: Hvis porten er for liten, kan den fungere som en begrensning, og forhindre at nok materiale strømmer inn i hulrommet. Friksjonen fra en liten port kan også føre til at materialet avkjøles for tidlig.
-
Løsninger: Forstørr portstørrelsen. En bredere eller tykkere port gir en raskere og mer effektiv strøm av plast.
-
-
Gate Sted: En feil plassert port kan også føre til et kort skudd, spesielt hvis det er langt fra områdene som må fylles sist. Dette øker strømningslengden og risikoen for plastkjøling før den når enden av hulrommet.
-
Løsninger: Flytt porten til en mer sentral eller optimal posisjon for å sikre at alle områder av delen kan fylles jevnt. For komplekse deler kan flere porter være nødvendige.
-
-
-
Runner System Design: Runnersystemet er et nettverk av kanaler som leder plasten fra maskinmunnen til portene.
-
Runnerstørrelse og layout: Et løpersystem som er for lite eller for langt, kan forårsake et betydelig trykkfall, noe som betyr at det ikke er nok kraft til å skyve plasten helt til enden av mugghulen.
-
Løsninger: Øk diameteren til løperne for å redusere trykktapet og forbedre strømmen. Redesign løperoppsettet for å være mer direkte og balansert, og sikrer at alle hulrom (i en multi-mold) fylles med samme hastighet.
-
-
-
Veggtykkelse: Tynne veggseksjoner på en deldesign kan være en viktig årsak til korte skudd. Smeltet plast avkjøles veldig raskt, og hvis den må strømme gjennom et veldig tynt område, kan det stivne før den når den andre siden, og skaper en ufullstendig del.
-
Løsninger: Endre deldesignet for å øke veggtykkelsen i de problematiske områdene. Selv om dette ikke alltid er mulig, er det en viktig vurdering i løpet av den innledende designfasen. For eksisterende former, kan det hende du må bruke et mer flytende materiale, høyere temperaturer eller raskere injeksjonshastigheter for å kompensere.
-
Hvordan identifisere korte skudd
Å identifisere et kort skudd er vanligvis greit, da det er en veldig synlig feil. Imidlertid hjelper en systematisk tilnærming til å bekrefte problemet og finne den nøyaktige plasseringen, noe som er avgjørende for effektiv feilsøking.
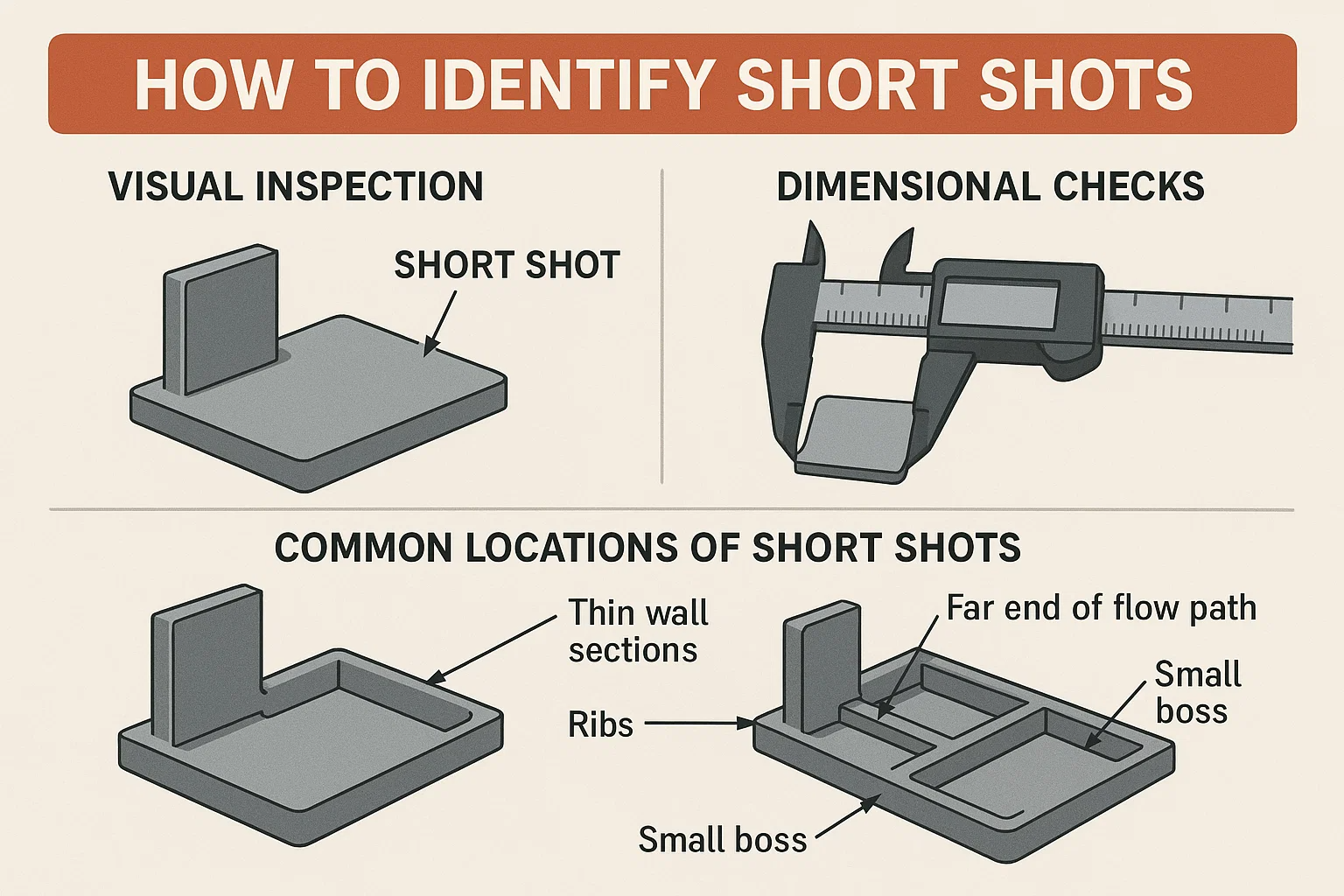
Visuell inspeksjon
Den vanligste måten å oppdage et kort skudd er gjennom en rask visuell sjekk. Et kort skudd er umiddelbart åpenbart fordi delen er ufullstendig. Du vil merke at deler av delen mangler eller at delen ender brått med en avrundet, uferdig kant der plaststrømmen stoppet. Dette er typisk en jevn, buet overflate fordi den smeltede plastens overflatespenning får den til å trekke litt tilbake slik den stivner. Dette er et kjent tegn på at formhulen ikke var fylt.
Dimensjonale sjekker
Selv om en visuell sjekk ofte er nok, kan det å utføre en dimensjonell sjekk gi mer spesifikk informasjon, spesielt for deler med komplekse geometrier. Hvis du har en del som ser ut nesten Fullstendig, men du er usikker, måler lengden, bredden og høyden. Et kort skudd vil ikke oppfylle de nødvendige dimensjonene, ettersom delen ikke har fylt hele mugghulen. For deler med tynne vegger kan et kort skudd ikke være synlig åpenbart med det første, men en dimensjonell sjekk vil bekrefte problemet.
Vanlige steder med korte skudd
Korte skudd forekommer nesten alltid på slutten av strømningsveien , som er poenget lengst fra porten der plasten kommer inn i hulrommet. Den smeltede plasten mister varme og trykk når den reiser, så de siste områdene som fylles er de mest utsatt for et kort skudd. Disse områdene er ofte:
-
Tynne veggseksjoner.
-
Ribbe eller små sjefer.
-
Funksjoner som er lang avstand fra porten.
-
Områder med dårlig eller ingen ventilasjon.
Ved å vite hvor du skal se, kan du raskt bekrefte et kort skudd og begynne å koble det til potensielle årsaker som er omtalt tidligere.
Løsninger for korte skudd
Å løse et kort skudd krever en strategisk tilnærming. Det er ofte best å starte med de enkleste og mest kostnadseffektive løsningene før du flytter til mer komplekse og dyre. Begynn med maskininnstillinger, bør du vurdere materiale, og se til slutt på selve formen.
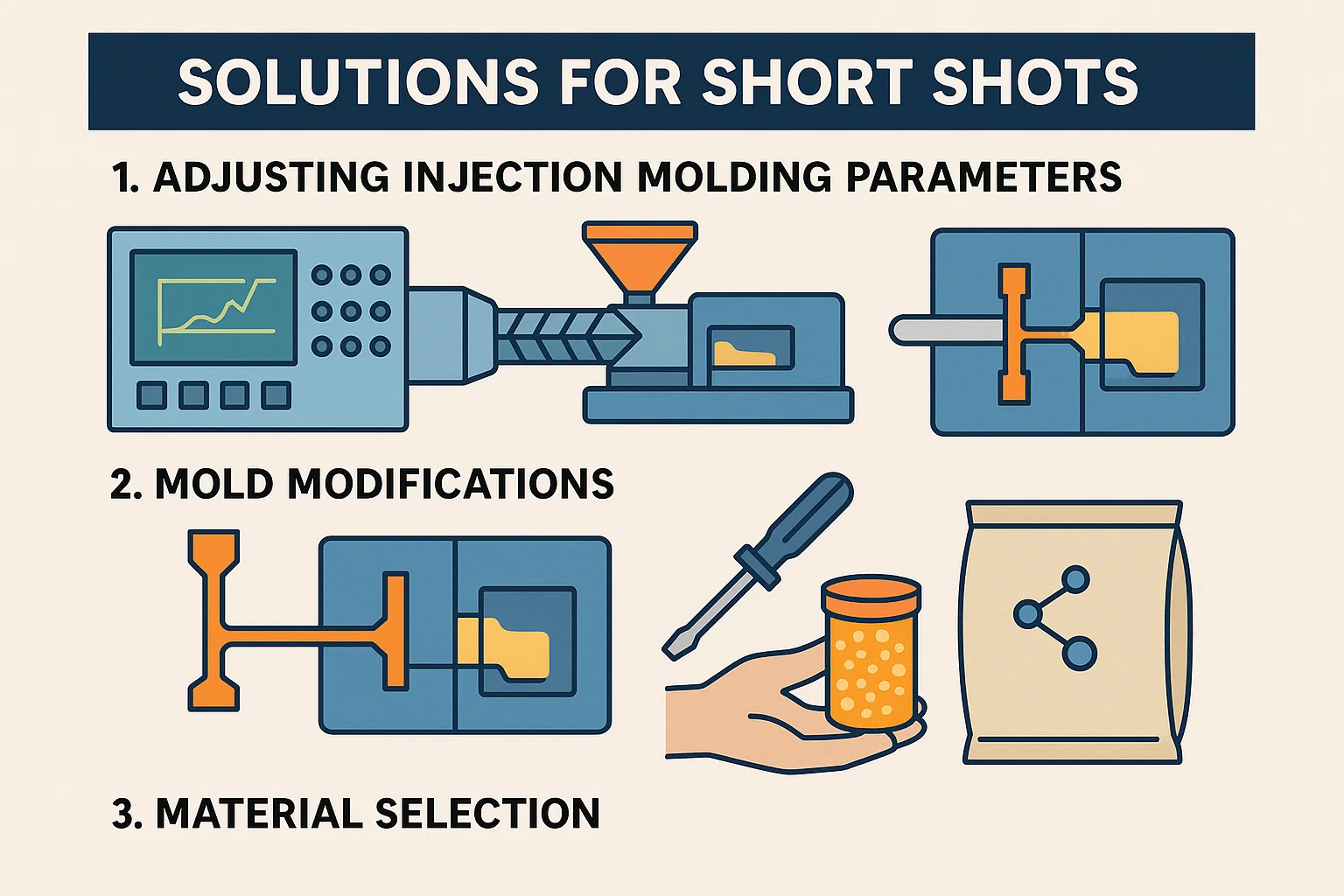
1. Justere injeksjonsstøpingsparametere
Den raskeste og vanligste måten å fikse et kort skudd er ved å gjøre justeringer av maskinens innstillinger. Disse endringene kan ofte gjøres på kontrollpanelet uten å stoppe produksjonen lenge.
-
Økende injeksjonstrykk: Dette er vanligvis den første og mest effektive løsningen. Ved å øke trykket gir du den smeltede plasten mer kraft til å reise gjennom formen, og hjelper den med å fylle selv de vanskeligste tilgjengelige områdene. Øk trykket i små trinn (f.eks. 50-100 psi) til delen er fullført.
-
Optimalisering av injeksjonshastighet: En raskere injeksjonshastighet kan bidra til å fylle formen før plasten har en sjanse til å avkjøle og stivne. Dette er spesielt viktig for tynnveggede deler eller de med lange strømningsstier. ENkkurat som med trykk, øker hastigheten gradvis for å unngå andre defekter som blitz- eller brennmerker.
-
Endre smeltetemperatur: En høyere smeltetemperatur vil senke plasten viskositet , får det til å flyte lettere. Kontroller materialets datablad for det anbefalte temperaturområdet og øk tønne- og dysetemperaturene for å forbedre fluiditeten. Dette kan være en veldig effektiv løsning, men vær oppmerksom på å ikke overopphete materialet, noe som kan forårsake nedbrytning.
2. Mold modifikasjoner
Hvis justering av maskinparametere ikke løser problemet, kan problemet være med selve formen. Disse løsningene krever å slå av maskinen og fysisk endre verktøyet. Selv om de er mer kostbare, gir de en langsiktig løsning.
-
Gate og løperjusteringer: Størrelsen og utformingen av porten og løpere er kritiske for riktig flyt. Hvis de er for små, kan de begrense strømmen av plast. Å utvide porten eller utvide løperne vil tillate mer materiale å strømme inn i hulrommet med mindre motstand. For moldsformer med flere hulskaper er det å balansere løperne også nøkkelen for å sikre at hvert hulrom fylles jevnt.
-
Forbedring av ventilasjon: Fanget luft i formen kan fungere som en pute, og forhindre at plasten fyller hulrommet. Rengjøring av eksisterende ventilasjonsåpninger er et enkelt første skritt. Hvis problemet vedvarer, kan en muggprodusent trenge å legge til flere ventilasjonsåpninger til formen på punktene der det korte skuddet oppstår. I noen tilfeller en Vakuumventilasjonssystem kan installeres for å aktivt trekke luft ut av formen.
-
Oppvarmingssystemforbedringer: For komplekse former eller tykke veggede deler, a Hot Runners System kan brukes. I motsetning til kalde løpere, holder varme løpere plasten smeltet helt opp til porten, og eliminerer behovet for å varme opp og sikre en mer jevn temperatur og enklere strømning.
3. Materiell valg
Noen ganger er den enkleste løsningen å bytte materialer eller sikre at den nåværende utarbeides riktig.
-
Velge riktig materialkarakter: Innenfor en enkelt type plast er det forskjellige karakterer med varierende strømningsegenskaper. Hvis du bruker et materiale med lav smeltestrømningshastighet (MFR), kan du vurdere å bytte til en høyere MFR -karakter, som er designet for å flyte lettere.
-
Materialtørkingsteknikker: Mange hygroskopiske plast (som nylon, abs og polykarbonat) absorberer fuktighet fra luften. Når den er støpt, blir denne fuktigheten til damp, noe som kan hindre plaststrøm og forårsake korte skudd. Forsikre deg alltid om at materialet ditt er riktig tørket i en varm luft eller tørketrommel før du behandler.
Forhindrer korte skudd
Den beste måten å takle et kort skudd er å forhindre at det skjer i utgangspunktet. Proaktive tiltak i design- og vedlikeholdsfaser kan spare betydelig tid og penger nedover linjen.
-
Design for produksjon (DFM) Prinsipper: Dette er et avgjørende første skritt. DFM innebærer å designe en del av produksjonsprosessen i tankene. Når det gjelder injeksjonsstøping, betyr dette:
-
Ensartet veggtykkelse: Unngå dramatiske endringer i veggtykkelse. Dette sikrer plaststrømmene og avkjøles med en jevn hastighet, og forhindrer korte skudd i tynne seksjoner.
-
Passende ribbe- og sjefdesign: Forsikre deg om at ribbeina, sjefer og andre funksjoner er designet med riktige trekkvinkler og fileter for å lette enkel plaststrøm og forhindre luftfeller.
-
Minimere strømningslengde: Design delen slik at plasten ikke trenger å reise i alt i lang avstand fra porten, og reduserer risikoen for for tidlig kjøling.
-
-
Vanlig maskinvedlikehold: En godt vedlikeholdt maskin er en pålitelig maskin. Regelmessig å sjekke og betjene injeksjonsstøpemaskinen din kan forhindre mange problemer som fører til korte skudd.
-
Rengjør dyser og fat: Forsikre deg om at det ikke er blokkeringer eller oppbygging av størknet plast som kan begrense materialstrømmen.
-
Sjekk varmebånd og termoelementer: Kontroller at alle varmeelementer fungerer riktig for å sikre at plasten smelter jevnt og når ønsket temperatur.
-
-
Materiell håndtering av beste praksis: Riktig lagring og forberedelse av materialer er viktig.
-
Riktig tørking: Alltid tørr hygroskopiske materialer som anbefalt av leverandøren. Dette er kanskje det viktigste forebyggende trinnet for disse materialene.
-
Riktig lagring: Oppbevar harpikser i forseglede, klimakontrollerte miljøer for å forhindre fuktighetsabsorpsjon og forurensning.
-
Casestudier
Eksempler i den virkelige verden illustrerer hvordan prinsippene for feilsøking av korte skudd gjelder i praksis. Disse casestudiene fremhever viktigheten av systematisk diagnose.
-
Casestudie 1: Det tynnveggede elektroniske foringsrøret
-
Problem: En produsent produserte et tynnvegget foringsrør for en forbrukerelektronikkapparat. Delene kom konsekvent ut med et kort skudd i et hjørne lengst fra porten.
-
Diagnose: De første forsøkene på å øke trykket og hastigheten mislyktes, noe som forårsaker blits (overflødig plast) på andre deler av formen. En detaljert analyse viste at plasten avkjøles for raskt da den strømmet gjennom den tynne delen.
-
Løsning: Teamet bestemte at smelte temperatur var for lav for delens tynne geometri. De økte tønnen og dysetemperaturen med 20 ° F, noe som senket plastens viskositet akkurat nok til at den kan fylle hele hulrommet uten å kreve for høyt trykk. Delene ble deretter produsert uten feil.
-
-
Casestudie 2: Multi-Cavity Cap Mold
-
Problem: En form med fire identiske hulrom produserte korte skudd i ett eller to hulrom mens de andre fylte perfekt.
-
Diagnose: Siden de korte skuddene var lokalisert til spesifikke hulrom, var problemet ikke relatert til maskininnstillinger eller materiale. Det var en Mold designproblem . En visuell inspeksjon av løperne avslørte at løperen som førte til kortskutthulen var litt lengre og tynnere enn de andre, noe som forårsaket en trykkubalanse .
-
Løsning: Formen ble sendt til en verktøybutikk der løperne ble-maskinert til å være av ensartet lengde og diameter. Dette balanserte løpersystemet , sørget for at plast strømmet med like trykk til alle fire hulrom, og eliminerer de korte skuddene.
-
Avanserte teknikker
For produksjon med høyt volum eller komplekse deler, kan en mer vitenskapelig tilnærming til diagnostisering og forhindre korte skudd spare enorme mengder tid og penger.
-
Mold flytanalyse: Før en form er til og med bygget, Mold Flow Analyse (MFA) Programvare kan simulere injeksjonsstøpingsprosessen. Den spår hvordan smeltet plast vil fylle et hulrom, og identifisere potensielle problemområder som korte skudd, luftfeller og sveiselinjer. Ved hjelp av MFA kan ingeniører optimalisere portplasser , Runnersystemer , og delveggtykkelse for å forhindre feil før stål kuttes.
-
Sensorer og overvåkningssystemer: Moderne injeksjonsstøpemaskiner kan utstyres med sensorer som gir sanntidsdata om trykk, temperatur og hastighet. Formet trykksensorer er spesielt nyttige; De måler trykket inne i hulrommet og kan oppdage et kort skudd i en brøkdel av et sekund, slik at maskinen kan stoppes automatisk. Dette overvåkningsnivået gjør det mulig for operatører å gjøre presise, datadrevne justeringer og sikrer jevn delvis kvalitet.
Konklusjon
A Kort skudd er mer enn bare en synlig defekt; Det er et klart signal om at noe i injeksjonsstøpingsprosessen, maskinen eller muggdesignet er synkronisert. Selv om de er en vanlig frustrasjon i produksjonen, er de også et løsbart problem. Ved å systematisk diagnostisere årsaken - enten det er et problem med materialet, maskininnstillingene eller selve formen - kan du implementere effektive løsninger og få produksjonen tilbake på sporet.
Nøkkelen til langsiktig suksess ligger imidlertid i forebygging . Ved å omfavne prinsipper som Design for Manufacturing (DFM) Og implementering av regelmessig vedlikehold og riktig materialhåndtering, kan du minimere risikoen for korte skudd før de til og med oppstår. Og for komplekse eller høyt volumprosjekter, avanserte verktøy som Mold flytanalyse Og sensorer i mold tilbyr en kraftig måte å sikre kvalitet og effektivitet helt fra begynnelsen. Til syvende og sist handler det å forstå og adressere korte skudd ikke bare om å fikse en feil, men om å optimalisere hele injeksjonsstøping for konsistente resultater av høy kvalitet.

