
In modern industrial injection molding—particularly within demanding North American automotive, aerospace, and medical device supply chains—the drive toward structural lightweighting and component integration has triggered an unprecedented reliance on thin-walled profiles and complex, fiber-reinforced polymer matrices. While these advancements yield substantial material and mass efficiencies, they significantly compound the risk of localized mechanical failure and cosmetic rejection stemming from knit lines and weld lines. Far from being simple surface blemishes, these structural interfaces represent deep discontinuities within the molded matrix where polymer chains fail to adequately interdiffuse. To protect tight OEM margins and maintain rigorous mechanical safety standards, manufacturers can no longer treat knit line remediation as a series of trial-and-error adjustments at the press. Instead, engineering teams must adopt a data-driven methodology that seamlessly links quantitative shop-floor inspection with advanced predictive simulation and optimized tooling layouts.
Detecting and Inspecting Knit Lines: Transitioning from Visual to Quantitative Metrics
To establish a robust quality control framework, molding operations must eliminate subjective visual evaluations and replace them with precise, quantifiable metrics. On the production floor, traditional visual inspection often categorizes knit line issues via vague qualitative descriptors. True process control requires converting these qualitative observations into digital, repeatable variables. Surface morphology must be categorized into distinct physical tiers: superficial micro-grooves, deep tactile notches, and differential localized discoloration. Using specialized imaging techniques, such as low-angle grazing lighting and high-contrast projection imaging, quality engineers can map surface deviations. For cosmetic components, spectrophotometers must be used to record chromatic shifts across the interface using the standardized CIELAB color space, establishing an upper threshold limit, such as Delta E_ab less than or equal to 0.5. Simultaneously, contact gloss meters are required to quantify local specular gloss reductions, ensuring the weld region matches the nominal texture within a specified tolerance value.
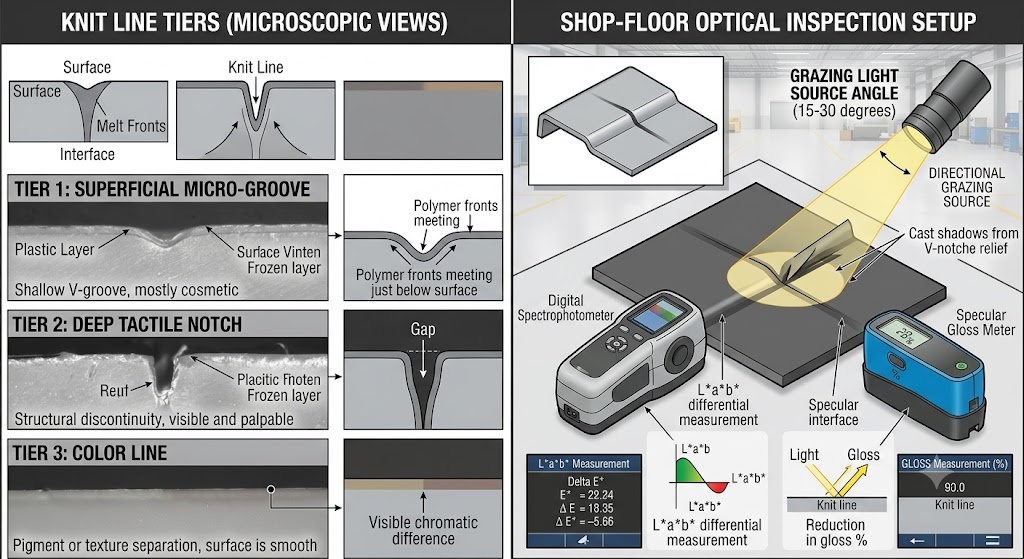
For load-bearing or fluid-critical engineering components, non-destructive surface measurements represent only half of the validation protocol. Mechanical integrity must be confirmed via rigorous standardized destructive testing regimens. Engineering protocols must mandate that tensile test bars (conforming to ASTM D638 or ISO 527) be harvested directly from production components, with the knit line precisely localized at the center of the gauge length. The mechanical performance of these specimens is then benchmarked against identical baseline specimens molded without an interface to calculate the Weld Line Strength Retention Factor (WRF), which is expressed by the following plain text equation:
While an aesthetic consumer housing may tolerate a significant drop in strength provided the color variance is negligible, critical automotive under-hood components or medical fluid manifolds frequently enforce strict quality thresholds, rejecting any batch that falls below a 90 percent or 95 percent retention value. If a weld line drops below these predetermined thresholds, quality engineers must execute an immediate 4-step shop-floor inspection checklist:
- Verify actual melt and mold cavity temperatures using calibrated thermal probes.
- Document the tactile depth profile using a surface profilometer.
- Cross-reference localized part weight against nominal limits to check for under-packing.
- If failure persists, extract samples for cross-sectional metallographic sectioning or scanning electron microscopy (SEM) to inspect for trapped microscopic volatiles or localized fiber misalignment along the fracture surface.
Root Causes and Predictive Simulation: Connecting Physics to Actionable Insights
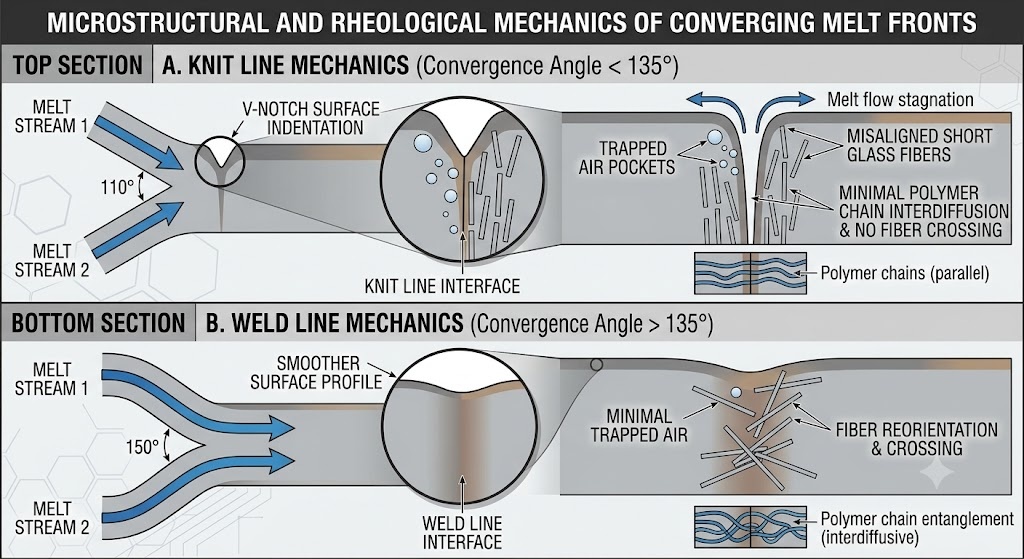
En strikket linje dannes når to eller flere distinkte polymersmeltefronter møtes front mot front i formhulrommet ved en konvergensvinkel på mindre enn 135 grader. Når konvergeringsvinkelen overskrider denne terskelen, klassifiseres grensen teknisk som en sveiselinje, noe som lar de parallelt strømmende strømmene blande seg mer naturlig. Den underliggende fysikken som styrer styrken og synligheten til dette grensesnittet avhenger helt av den termodynamiske tilstanden til materialet under konvergens. Når smelten beveger seg gjennom hulrommet, skaper kontakt med det kjøligere formstålet et frossent grenselag, som kontinuerlig innsnevrer den aktive strømningskanalen. Hvis den lokale smeltetemperaturen synker nær materialets overgangspunkt, eller hvis det lokaliserte injeksjonstrykket avtar på grunn av lange strømningsbaner, mangler molekylkjedene den nødvendige termiske energien og pakningskraften for å krysse grenseflaten og interdiffuse. Videre tvinger de delte strømningsbanene iboende anisotropiske forsterkninger, slik som korte glassfibre, til å rotere parallelt med møtegrensen, og eliminerer fullstendig mekanisk bro over krysset.
I stedet for å adressere disse fysiske fenomenene gjennom kostbare prøve-og-feil-modifikasjoner etter at verktøystål er kuttet, bør avanserte finite-element CAE-verktøy (som Autodesk Moldflow, Moldex3D eller Sigmasoft 3D) brukes under produktdesignfasen. Engineers must look beyond simple, binary visual plots and evaluate quantitative analytical criteria. Nøkkelsimuleringsutdata inkluderer sporing av stagnasjonspunkter for hastighetsvektorer, identifisering av lokaliserte temperaturfall i krysset og uttak av den numeriske sveiselinjeintensitetsindeksen (VHI). En svært pålitelig metode for å evaluere strukturell integritet innebærer å kartlegge de projiserte fiberorienteringstensorene direkte fra injeksjonssimuleringen til nedstrøms strukturelle FEA-pakker, slik at designere kan simulere lokaliserte spenningskonsentrasjoner under mekaniske belastninger i den virkelige verden. To ensure accurate prediction, simulation models must use highly refined 3D meshes consisting of at least 10 to 12 layers across thin wall sections, combined with verified material characterization data and accurate machine response parameters.
For å gjøre denne virtuelle CAE-diagnostikken til praktiske løsninger på butikkgulvet, bør ingeniørteam følge et standardisert diagnostisk beslutningstre. Når en simulering indikerer en uakseptabel strikkelinjerisiko, må ingeniøren systematisk evaluere og isolere variabler i stedet for å justere parametere tilfeldig. First, check if the junction can be moved to a non-critical region by shifting gate locations. Hvis geometriske begrensninger gjør portflytting umulig, er neste trinn å evaluere lokalisert termisk styring, og vurdere om variable formtemperaturjusteringer kan forbedre molekylær binding. Til slutt, hvis termiske justeringer er utilstrekkelige, må den mekaniske veggtykkelsen endres for å redusere lokal strømningsmotstand og øke pakningstrykket. Denne strukturerte metoden sikrer at modifikasjoner av verktøy og prosesser er basert på gode tekniske prinsipper, noe som reduserer utviklingssyklusene betydelig og forhindrer kostbare ingeniørendringsordrer (ECO) sent i lanseringssyklusen.
Mold Design and Gate Location Strategies: Controlling Flow Paths and Thermal Layouts
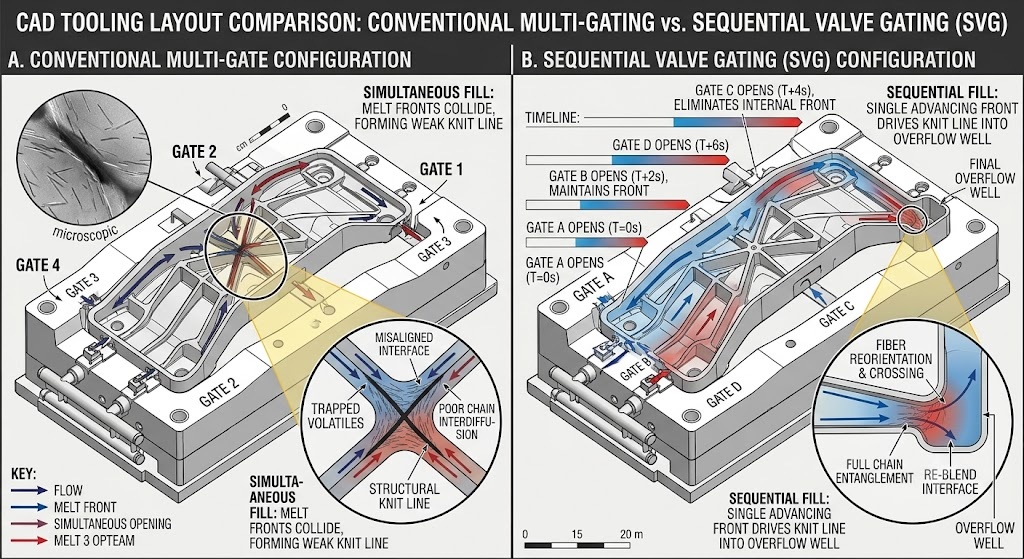
The primary method for eliminating or relocating knit lines is the strategic placement of the tool's gating system. Valget av portgeometri – enten det benyttes presise direkte ventilporter, kantporter eller vifteporter – dikterer det innledende fyllingsmønsteret og kontrollerer direkte hvordan strømningsfronter splittes og rekombineres rundt kjernestifter eller interne utskjæringer. Ved utforming av komplekse deler må ingeniører etablere nøyaktige regler for strømningsavstand og maksimalt tillatte forhold mellom strømningslengde og veggtykkelse. For instance, in thin-walled consumer electronics, a sequential valve gating (SVG) strategy is often employed. Ved å bruke elektronisk kontrollerte hydrauliske eller pneumatiske pinner for å åpne ventilporter i en presis, tidsbestemt sekvens, kan ingeniører fullstendig eliminere dannelsen av interne strikkelinjer ved å tvinge en enkelt, kontinuerlig smeltefront til å sveipe over hulrommet, forskyve sveiselinjer inn i perifere flashområder eller ikke-strukturelle kanter.
Beyond gate placement, managing thermal performance within the mold steel is critical for optimizing knit line quality. Tradisjonelle rettborede kjølelinjer etterlater ofte dype kjerneseksjoner og komplekse hjørner isolert fra effektiv termisk kjøling, noe som resulterer i lokaliserte hot spots eller alvorlige termiske gradienter som svekker strikkelinjegrensesnittet. Ved å erstatte konvensjonelle linjer med avanserte konforme kjølekanaler – produsert via direkte metalllasersintring (DMLS) – kan kjølelinjer følge de nøyaktige konturene til delhulrommet. This ensures highly uniform heat dissipation and enables precise localized rapid heat cycle molding (RHCM). Ved å bruke damp eller høytemperatur trykkvann for raskt å varme opp det lokale strikkelinjeområdet under fylling, og deretter bytte til kaldt vann for rask størkning, kan produsenter opprettholde hulromsoverflatetemperaturen over harpiksens glassovergang eller krystallinske smeltepunkt under dannelse av strikkelinjer. This completely eliminates surface notches and maximizes polymer chain entanglement.
| Verktøystrategi | Typisk verktøykostnadspremie | Syklustidspåvirkning | Forbedring av strikkelinjestyrke | Beste applikasjonspassform |
| Konvensjonell maskinbearbeidet kjøling | Grunnlinje (0 dollar) | Grunnlinje (25 til 45 sekunder) | Minimal (0 til 10 prosent forbedring) | Lav-kompleksitet, tykkveggede strukturelle blokker. |
| Conformal Cooling Insert (DMLS) | 15 prosent til 30 prosent | 15 prosent til 30 prosent reduksjon | 15 prosent til 30 prosent økning | Complex automotive trim, multi-cavity medical parts. |
| Sekvensiell ventilport (SVG) | 25 prosent til 40 prosent | Nøytral | Flytter defekten helt | Large body panels, instrumental panels, long covers. |
| Rapid Heat Cycle Molding (RHCM) | 40 prosent til 60 prosent | 10 prosent til 25 prosent økning | 40 prosent til 70 prosent økning | High-gloss consumer displays, medical optical housings. |
Før de implementerer disse avanserte verktøymodifikasjonene, må ingeniørteam gjennomføre en streng forhåndsavkastning på investeringen (ROI) og risikovurdering. Selv om det å legge til en DMLS-konform innsats eller en SVG-manifold kan øke innledende verktøyinvesteringer med titusenvis av dollar, må disse kostnadene balanseres nøye mot langsiktige operasjonelle beregninger. For en høyvolums bilproduksjon som strekker seg over flere år, rettferdiggjør en 20 prosent reduksjon i syklustid kombinert med en betydelig reduksjon i skraphastigheten verktøypremien på forhånd. Omvendt, for medisinske komponenter med lavere volum, presenterer modifisering av delveggtykkelser eller inkorporering av lokaliserte overløpsbrønner – som samler de kalde kulene ved enden av strømningsfronten og kan maskineres rent etter støping – et mer kostnadseffektivt alternativ som oppnår nødvendige mekaniske spesifikasjoner uten å overskride prosjektets kapitalbudsjett.
Processing, Materials, and Production Trade-offs: Optimizing Parameter Matrices
Når verktøymodifikasjoner er begrenset av budsjett eller tidslinjer, må ingeniører stole på systematisk prosessoptimalisering og nøye materialvalg for å administrere strikkelinjeytelsen. Den molekylære strukturen til den rå polymeren dikterer dens reologiske oppførsel under smeltefrontkonvergens. Ufylte råvareharpikser som polypropylen (PP) eller amorf akrylnitrilbutadienstyren (ABS) flyter lett og binder seg lett ved lavere relative energier. Imidlertid gir høytemperatur ingeniørplast som polykarbonat (PC), polyamid 6/66 (PA6/PA66) og polyfenylenoksid (PPO) - spesielt når de er fylt med 30 prosent til 50 prosent glassfibre eller mineralmodifikatorer - alvorlige reologiske utfordringer. For disse avanserte forbindelsene må parameterjusteringer følge en svært strukturert, "konservativ-til-aggressiv" prosesseringsmatrise for å unngå materialforringelse eller forlengelse av syklustiden.
For systematisk å løse strikkedefekter på produksjonsgulvet, bør teknikere konsultere en omfattende material- og prosessparameterretningslinje. Justeringer bør alltid utføres sekvensielt, slik at prosessen kan stabilisere seg i flere sykluser etter hver modifikasjon for nøyaktig å måle innvirkningen på delens kvalitet og strukturelle ytelse:
| Type harpiksmatrise | Anbefalt smelteområde (grader C) | Anbefalt formområde (grader C) | Primært trinn for justering av injeksjonshastighet | Forventet bevaring av strikkelinjestyrke (%) |
| Ufylt polypropylen (PP) | 200 - 240 | 30 - 60 | Moderat progressiv (10 % trinn) | 85 % - 95 % |
| ABS (estetisk karakter) | 220 - 260 | 50 - 80 | Høyhastighetsprofil (hurtig gjennomstrikket sone) | 80 % - 90 % |
| Polykarbonat (PC) | 280 - 320 | 80 - 110 | Høy konstant hastighet med høy pakke | 70 % - 85 % |
| PA66-GF30 (30 % glassfylt) | 270 - 300 | 80 - 120 | Ultra-høy hastighet (maks skjærvarme) | 35 % - 55 % |
| PPO (modifisert / strukturell) | 260 - 310 | 70 - 100 | High Velocity etterfulgt av Immediate Pack Shift | 50 % - 70 % |
Hvis optimaliserte prosessparametere ikke helt kan eliminere en synlig strikkelinje på en svært estetisk komponent, kan det være nødvendig med sekundære etterbehandlingsoperasjoner. Alternativer for sanering etter mugg – inkludert mekanisk sliping, automatisert grunning og maling, kjemisk damppolering eller lokalisert ultralydfusjon – kan effektivt maskere overflateflekker, men de introduserer betydelige produksjonsavveininger. Mens et sekundært polyuretanbelegg eller kjemisk løsningsmiddelvask kan gjenopprette en feilfri, høyglans overflatefinish til et amorft forbrukerhus, øker disse operasjonene de totale komponentkostnadene, krever ekstra arbeidskraft og øker skraphastigheten på grunn av håndteringsfeil. Videre løser ikke overflatebehandlinger underliggende strukturelle feil. Hvis glassfibre forblir feiljustert under en malt overflate, vil delen svikte under mekanisk påkjenning. Driftsledere må nøye veie disse etterbehandlingskostnadene mot den langsiktige kapitalinvesteringen til avanserte verktøyoppgraderinger, og velge det alternativet som best balanserer kvalitet, kostnader og komponentpålitelighet.
Akselerer verktøy- og prosessytelsen din
Eliminering av strikkelinjefeil krever å samkjøre forhåndsprediktiv engineering med disiplinert kvalitetskontroll. Last ned vår omfattende, butikk-gulvklare Strikk linje feilsøking og simulering kalibreringssjekkliste (PDF) , som inneholder trinnvise støpemaskinjusteringsmaler, mål-VHI-nettingsparametere og ASTM/ISO-valideringsskjemaer.
Trenger du øyeblikkelig teknisk støtte for et aktivt program? Kontakt vårt tekniske team i dag for å avtale en avansert CAE Simulation Review og Mold Layout Audit . Våre nordamerikanske produksjonsspesialister gir detaljerte diagnostiske behandlinger innen 3 til 5 virkedager.

