
Introduksjon
I plastsprøytestøping er overflatefinishen til en del langt mer enn et kosmetisk valg. Det påvirker direkte hvordan et produkt føles i forbrukerens hånd, hvordan lys reflekteres fra konturene, og mer kritisk, hvor rent delen støter ut av formhulen under produksjonen. Å velge feil finish kan føre til mikroriper, kosmetiske synkemerker eller deler som setter seg fast i verktøyet, noe som drastisk øker skraphastigheten.
For å standardisere disse finishene på tvers av forsyningskjeden, etablerte Society of the Plastics Industry (nå bare kjent som PLASTICS) SPI-klassifiseringssystemet for overflatefinish. Mens foreningen har oppdatert navnet sitt, refererer globale verktøyprodusenter og produksjonsingeniører fortsatt universelt til disse som "SPI-standardene."
Å forstå nyansene til disse standardene – og hvordan ulike polymerer samhandler med dem – er nøkkelen til å balansere estetisk hensikt med produksjonsvirkelighet.

De 4 primære SPI-finishklassifikasjonene
SPI-standarden kategoriserer finish i fire forskjellige bokstavkarakterer (A, B, C og D), bestemt av mediet og metoden som brukes til å polere formstålet. Innenfor hver klasse angir tallene 1 til 3 bearbeidingsnivået og det resulterende gjennomsnittet av overflateruhet (Ra).
Klasse A: blank/skinnende finish (diamantpolering)
Klasse A-finish representerer toppen av optisk klarhet og høyglans estetikk. Disse finishene oppnås ved å møysommelig håndpolere formhulen ved å bruke gradvis finere kvaliteter av diamantpulverpudser.
- SPI A-1: Den høyeste standarden, ved bruk av en klasse 3 diamantpolerpasta for å oppnå en ultrajevn overflateruhet på omtrent 0,012 til 0,025 mikrometer Ra. Det gir en speillignende, svært reflekterende finish.
- SPI A-2: Bruker en klasse 6 diamantpasta, noe som resulterer i en litt høyere Ra-verdi (0,025 til 0,05 mikrometer), men opprettholder en førsteklasses glans.
- SPI A-3: Polert med en klasse 15 diamantpasta, som gir et skarpt, blankt utseende, men tillater en litt mer tilgivende ruhetsprofil (0,05 til 0,10 mikrometer Ra).
Produksjonsinnsikt:
For å oppnå en ekte klasse A-finish kreves det høykvalitets, høyharde formstål som NAK80 eller S136. Standard verktøystål inneholder mikrourenheter eller porøsitet; når de poleres til et A-1-nivå, "rives disse urenhetene ut", og etterlater mikroskopiske groper som ødelegger finishen.
Klasse A-overflater fungerer dessuten som et forstørrelsesglass for innvendige defekter – enhver liten volumetrisk krymping (synkemerker) bak en ribbe eller nas vil umiddelbart være synlig under lysrefleksjon.
- Vanlige applikasjoner: Optiske linser, gjennomsiktige lysrør, ansiktsskjermer, speil og high-end forbrukerelektronikkhus der det kreves et premium pianosvart eller krystallklart utseende.
Klasse B: Halvblanke overflater (kornpapir)
Klasse B-finish er designet for deler som krever et pent, profesjonelt utseende uten de ekstreme kostnadene eller skjørheten til en speilfinish. Disse overflatene oppnås ved å bruke finkornet sandpapir påført i en lineær, overlappende bevegelse.
- SPI B-1: Ferdig med 600-kornpapir, som gir en eksepsjonelt ren halvblank overflate med en typisk ruhet på 0,05 til 0,10 mikrometer Ra.
- SPI B-2: Polert med 400-kornpapir, og gir et moderat halvblankt utseende (0,10 til 0,15 mikrometer Ra).
- SPI B-3: Polert med 320-kornpapir, og gir en myk satengglans med synlige, jevne mikroriper (0,28 til 0,35 mikrometer Ra).
Produksjonsinnsikt:
Fordi polering av kornpapir introduserer et retningsbestemt, lineært ripemønster til formen, må verktøymakeren justere poleringsslagene med retningen til formens åpning (utkastningsbane). Hvis gruslinjene går vinkelrett på trekkretningen, vil den støpte plasten gripe mikrorillene, noe som fører til slitasjemerker og alvorlige utstøtingsvansker under produksjonskjøringen.
- Vanlige applikasjoner: Hus for forbrukerapparater, interiørpaneler til biler, håndholdte elektroniske kabinetter og kommersielt kontorutstyr.

Klasse C: Matte overflater (Stone Polish)
Klasse C-finish er preget av et mykt, matt, ikke-reflekterende matt utseende. Verktøymakere oppnår denne teksturen ved å bruke profilering av oljesteiner (gritsteiner) for å aggressivt jevne ut formstålet.
- SPI C-1: Oppnådd ved bruk av en fin poleringsstein med korn 600, noe som resulterer i en jevn matt finish (0,35 til 0,40 mikrometer Ra).
- SPI C-2: Ferdig med en 400-korn stein, og skaper en distinkt matt tekstur (0,45 til 0,55 mikrometer Ra).
- SPI C-3: Ferdig med en grovere 320-korn stein, fjerner alle verktøymerker for å gi et grovere, helt flatt matt utseende (0,63 til 0,85 mikrometer Ra).
Produksjonsinnsikt:
I industrielle applikasjoner blir klasse C sjelden valgt kun for å "dekorere" en del. I stedet er det bransjens mål for "kostnadseffektivitet". Den primære hensikten med en steinpolering er å raskt og økonomisk slette grove bearbeidingsmerker (kamskjell og spor) etterlatt av CNC-fresere eller EDM-elektroder. Det er standard finish for deler som sluttbrukeren aldri vil se.
- Vanlige applikasjoner: Innvendige strukturelle ribber, elektroniske braketter, bilkonstruksjonskomponenter, drivstofftanker og skjult industriell maskinvare.
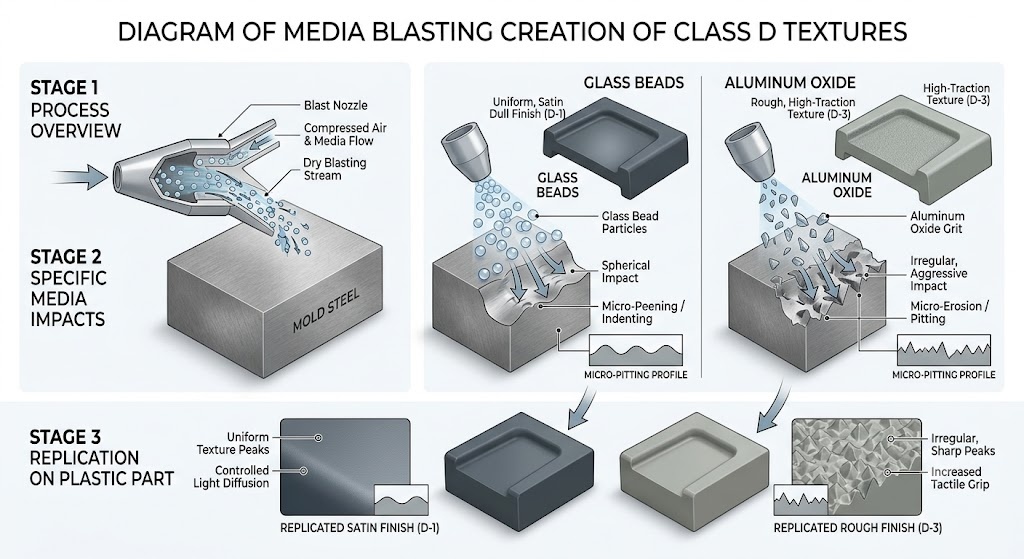
Klasse D: Teksturert overflate (blåsing/sandblåsing)
Klasse D-finish gir en grov, sterkt teksturert eller sateng følelse. Dette er en "destruktiv" tekstureringsprosess der formhulen utsettes for tørre medier som blåses under høyt trykk.
- SPI D-1: Laget ved å sprenge formstålet med fine glassperler, noe som resulterer i en jevn, satenglignende matt finish (0,80 til 1,10 mikrometer Ra).
- SPI D-2: Blåst med et middels blåsemedium eller sand, og gir en grovere, sklisikker tekstur (1,10 til 1,60 mikrometer Ra).
- SPI D-3: Blåst med grovt aluminiumoksid eller tunge sandkorn, og gir en svært taktil, grov, helt flat finish (2,30 til 3,20 mikrometer Ra).
Produksjonsinnsikt:
Klasse D-finish er utrolig for å skjule overflatedefekter som sveiselinjer eller mindre synkemerker. Imidlertid må ingeniører planlegge for "teksturforringelse." Over en lang produksjonsperiode (f.eks. hundretusenvis av sykluser), vil slipende ingeniørplast som glassfylt nylon sakte erodere og "polere" de skarpe toppene i et sprengt formhulrom. Som et resultat kan en D-1-tekstur gradvis forvandles til en halvmatt tekstur over tid, noe som krever at formen trekkes ut av produksjonen og sprenges på nytt for å gjenopprette den opprinnelige spesifikasjonen.
- Vanlige applikasjoner: Kraftige verktøyhåndtak, plastratt, teksturerte bagasjeskall, håndtak for forbrukerelektronikk og industrielle kabinetter designet for å maskere fingeravtrykk og riper.
Sammenligningsdiagram for SPI overflatefinish
| SPI karakter | Etterbehandlingsmetode / Medium | Typisk gjennomsnittlig ruhet (Ra - mikrometer) | Typisk gjennomsnittlig ruhet (Ra - mikrotommer) | Visuelt utseende og glansnivå | Multiplikator for relativ verktøykostnad |
|---|---|---|---|---|---|
| A-1 | Grad 3 Diamond Buff | 0,012 til 0,025 | 0,5 til 1,0 | Høyt speilpolsk, svært reflekterende | 2,5x til 3,0x |
| A-2 | Grad 6 Diamond Buff | 0,025 til 0,05 | 1,0 til 2,0 | Speilpolsk, god reflektivitet | 2,0x til 2,5x |
| A-3 | Grad 15 Diamond Buff | 0,05 til 0,10 | 2,0 til 4,0 | Høyglans, myke refleksjoner | 1,5x til 2,0x |
| B-1 | 600 kornpapir | 0,05 til 0,10 | 2,0 til 4,0 | Halvblank, fin lineær glans | 1,3x |
| B-2 | 400 korn papir | 0,10 til 0,15 | 4,0 til 6,0 | Middels halvblank | 1,2x |
| B-3 | 320 Kornpapir | 0,28 til 0,35 | 11,0 til 14,0 | Myk sateng, mild glans | 1,1x |
| C-1 | 600 grusstein | 0,35 til 0,40 | 14,0 til 16,0 | Fin matt, ikke-reflekterende | 1,0x (grunnlinje) |
| C-2 | 400 grusstein | 0,45 til 0,55 | 18.0 til 22.0 | Medium matt, flat finish | 0,9x |
| C-3 | 320 Grit Stone | 0,63 til 0,85 | 25,0 til 34,0 | Grov matt, sletter verktøymerker | 0,8x |
| D-1 | Tørr glassperleblåsing | 0,80 til 1,10 | 32,0 til 44,0 | Kjedelig sateng, fin perleskimrende teksturering | 1,2x |
| D-2 | Fin sandblåsing | 1,10 til 1,60 | 44,0 til 64,0 | Kjedelig teksturert, helt flat | 1,3x |
| D-3 | Grov Sand / Oksyd Blast | 2.30 til 3.20 | 90,0 til 130,0 | Veldig grov, taktil grepstekstur | 1,4x |
Nøkkelfaktorer når du velger en SPI-overflatefinish
Å velge en overflatefinish krever en beregnet avveining mellom materialegenskaper, geometri og budsjett. Her er kjernefaktorene som bør veilede din beslutning om produksjon (DFM).
Materialvalg: Krystallinske vs. Amorfe polymerer
Den molekylære strukturen til plastharpiksen din dikterer direkte hvor godt den gjenskaper formens finish.
- Amorfe polymerer (f.eks. polykarbonat, ABS, akryl/PMMA) har en tilfeldig molekylær layout som flyter perfekt mot polert stål. De utmerker seg ved å plukke opp klasse A diamantfinisher for absolutt gjennomsiktighet eller høy glans.
- Krystallinske polymerer (f.eks. nylon/PA, polypropylen, polyetylen) gjennomgår strukturert krystallisering når de avkjøles, noe som forårsaker høyere krymping. Videre, hvis du tilsetter glassfibre (GF) til disse materialene for styrke, har fibrene en tendens til å flyte til overflaten. Å spesifisere en klasse A-finish på en 30 % glassfylt nylon er sløsing med kapital – overflaten vil i seg selv se stripete og flekkete ut. Disse materialene yter mye bedre på klasse C eller Klasse D finish.
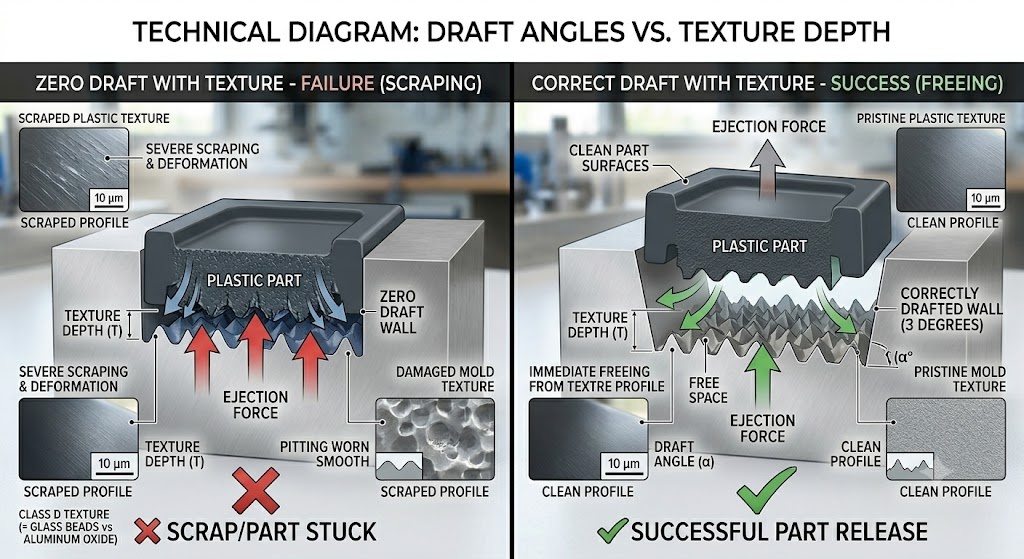
Utkastvinkelstraffen
Overflateteksturer skaper mikroskopiske topper og daler. Når formen åpner seg, må plastdelen trekkes rent bort. Hvis de vertikale veggene til delen mangler tilstrekkelig trekk (konisk), vil det strukturerte stålet fysisk skrape, rive eller merke kjøleplasten under utstøting.
- Industriens gylne regel: For standard glatte overflater (Klasse A og B) er en minste trekkvinkel på 0,5 til 1,0 grader per side akseptabelt.
- Teksturert tommelfingerregel: For klasse D sandblåste overflater må du legge til ca. 1 ekstra grad av trekkvinkel for hver 0,025 mm (lik 1 mil eller 0,001 tommer) teksturdybde. Unnlatelse av å ta hensyn til dette vil resultere i alvorlige dragmerker og deldeformasjon.
Verktøykostnader og ledetider
Som vist i sammenligningsdiagrammet, øker en klasse A-finish betydelig produksjonskostnadene for formen. Håndpolering av et verktøy til en A-1-finish kan legge til dager eller til og med uker til verktøyets ledetid fordi det må gjøres trinnvis (f.eks. kan du ikke hoppe fra en 320-kornstein rett til diamantpasta uten å ødelegge stålmatrisen). Klasse C steinfinish er den desidert raskeste og billigste å produsere.
Del funksjonalitet
Vurder sluttbruksmiljøet. Høyglans Klasse A-finish er beryktede ripemagneter og viser fettete fingeravtrykk umiddelbart. Hvis et produkt er ment å håndteres daglig (som en kontroller eller elektronisk grep), gir en klasse D satengtekstur taktil friksjon samtidig som den skjuler slitasje over produktets levetid.
Hvordan spesifisere SPI-finish på tekniske tegninger
Tydelig kommunikasjon forhindrer kostbare omarbeidinger av verktøy. Når du utarbeider produksjonsskjemaer eller 2D-tekniske tegninger, bruk disse beste praksisene i bransjen:
- Unngå generelle meldinger: Skriv aldri "Polske ytre overflater" i tegningsnotatene. Dette overlater definisjonen helt opp til tolkning. Bruk i stedet eksplisitte infomeldinger som:
OVERFLATEFINISJEN SKAL VÆRE SPI A-2 PÅ SYNLIGE KOSMETISKE ANSIKT. - Bruk teksturgrensesplines: Hvis en enkelt støpt del har flere overflater (f.eks. en blank aksentstripe i klasse A på et strukturert klasse D-hus), tegner du en ren, stiplet grenselinje på 2D-utskriften for å vise de nøyaktige overgangssonene.
- Kryssreferanse globale standarder: Hvis du har å gjøre med globale forsyningskjeder, kan din produksjonspartner være mer vant til europeiske VDI 3400 (som er basert på gnisterosjonsskalaer) eller proprietære teksturkataloger som Mold-Tech. Legg merke til de ekvivalente verdiene hvis det er aktuelt (f.eks. er SPI C-1 omtrent på linje med VDI 18 til 21).
- Be om fysiske teksturplaketter: Før du autoriserer en verktøymaker til å strukturere et formhulrom på flere tusen dollar, be om en fysisk prøvebrikke støpt i nøyaktig valgt harpiksmateriale. Teksturer ser veldig annerledes ut på naturlig polypropylen enn på svart polykarbonat.
Konklusjon
Å mestre SPI-standarder for overflatefinish bygger bro mellom industrielle designkonsepter og produksjonsytelse i den virkelige verden. Ved å forstå at en klasse A-finish krever førsteklasses verktøystål og feilfri deldesign, eller at en klasse D-tekstur krever generøse trekkvinkler, kan du unngå produksjonsflaskehalser, redusere andelen avvisningsrater og kontrollere verktøybudsjettet.
Rådfør deg alltid med sprøytestøpingspartneren din i det tidlige DFM-stadiet for å justere materialvalg, geometrisk utkast og ønsket SPI-standard før du skjærer stål.

