
Sammendrag
Flammehemmende (FR) polymerkvaliteter er spesifisert på tvers av bil-, elektronikk-, elektro- og konstruksjonsapplikasjoner - men de introduserer prosesseringsutfordringer og verktøyrisiko som standardkvaliteter ikke gjør. FR-tilsetninger begrenser prosessvinduer, øker korrosiviteten til å forme stål, påvirker overflatefinishen og kompliserer resirkuleringsstrømmer. Denne veiledningen dekker UL94-klassifiseringssystemet i detalj, forklarer hvordan hver store FR-kjemi samhandler med sprøytestøpeutstyr og verktøy, og gir praktiske spesifikasjoner for formdesign og stålvalg når FR-materialer kjøres.
1. Hvorfor flammehemming er viktig i sprøytestøping
Plast brenner. De fleste tekniske termoplaster - ABS, PP, PA, PC - er iboende brennbare, med begrensende oksygenindekser (LOI) på 17–28 %. I applikasjoner der antennelsesrisiko eksisterer - elektriske kabinetter, batterihus til elbiler, forbrukerelektronikk, flyinteriør, bygningspaneler - kan ikke umodifiserte polymerer oppfylle brannsikkerhetsforskriftene.
Flammehemmere løser dette ved en eller flere mekanismer:
- Gassfaseavbrudd — FR-radikaler slukker forbrenningskjedereaksjonen i flammesonen (halogenbaserte systemer)
- Røyedannelse — FR-kjemi fremmer et karbonholdig overflatelag som isolerer substratet fra flammen (fosforbaserte, svellende systemer)
- Endoterm dekomponering — FR-additiv absorberer varme gjennom dekomponering, avkjøler underlaget under antennelsestemperatur (metallhydroksider: ATH, MDH)
- Fysisk fortynning — inert fyllstoff reduserer den brennbare fraksjonen av forbindelsen
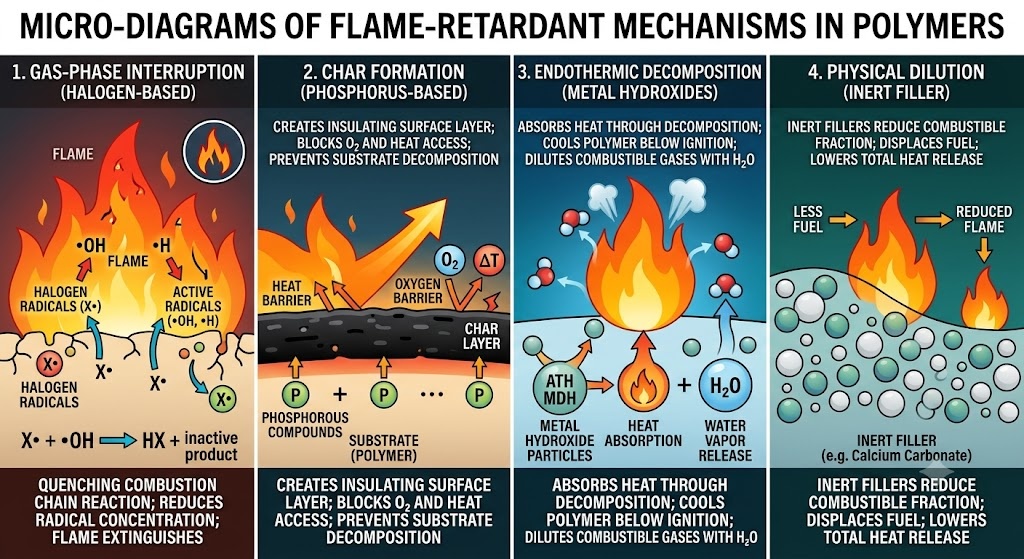
Utfordringen for sprøytestøperen er at disse mekanismene aktiveres av varme - den samme stimulansen som driver støpeprosessen. FR-tilsetningsstoffer som er termisk stabile nok til å overleve tønnen, men reaktive nok til å yte i en brann, representerer et smalt ingeniørvindu med direkte konsekvenser for prosessering og verktøy.
2. UL94-vurderingssystemet: Hva klassifikasjonene faktisk betyr
UL94 (Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances) er den primære globale referansen for plastbrennbarhetsklassifisering. Å forstå hva hver vurdering krever – og ikke krever – er avgjørende for korrekt spesifikasjon.
2.1 Testmetodeoversikt
UL94-tester er utført på støpte prøver, ikke råmateriale. Prøvegeometri har betydning: Standarden spesifiserer tykkelseskategorier (vanligvis 0,8 mm, 1,6 mm, 3,2 mm), og vurderinger er tykkelsesavhengige. Et materiale klassifisert V-0 ved 3,2 mm kan bare oppnå V-2 ved 0,8 mm.
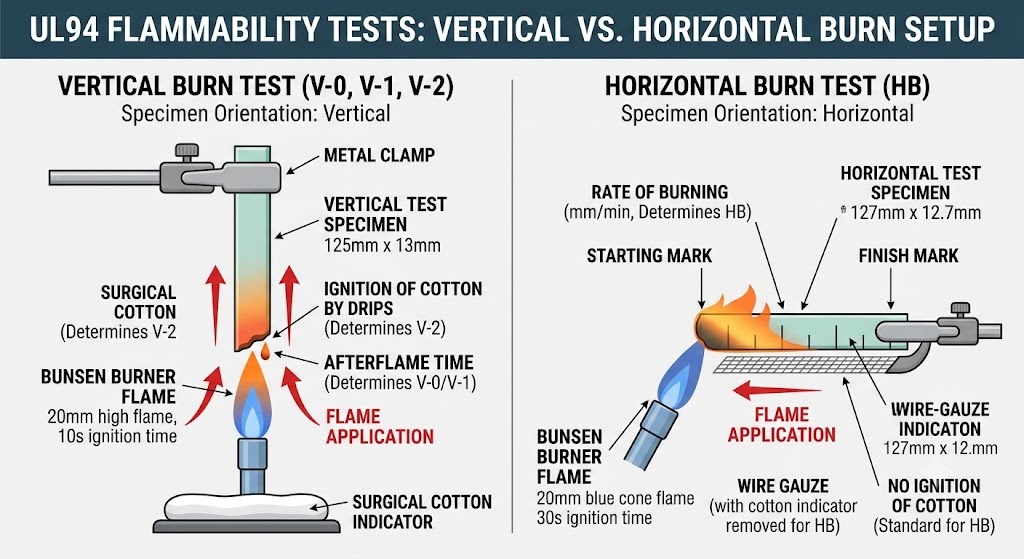
De to primære testseriene:
Vertikale brenntester (V-0, V-1, V-2, 5VA, 5VB): En prøve på 125 mm × 13 mm holdes vertikalt og eksponeres for en definert flamme i to 10-sekunders intervaller. Drypp, etterflammetid og tenning av en bomullsindikator under prøven bestemmer vurderingen.
Horisontal forbrenningstest (HB): En prøve på 127 mm × 12,7 mm holdes horisontalt. Dette er den laveste klassifiseringen - de fleste råvarepolymerer uten FR-behandling oppnår HB i tilstrekkelig tykkelse.
2.2 Klassifiseringskriterier
| Vurdering | Afterflame ≤ (hver applikasjon) | Total etterflamme ≤ (5 prøver) | Drypning antenner bomull? | Etterglød ≤ | Neitater |
|---|---|---|---|---|---|
| V-0 | 10 sek | 50 sek | Nei | 30 sek | Mest streng vertikal |
| V-1 | 30 sek | 250 sek | Nei | 60 sek | Midt-lag vertikal |
| V-2 | 30 sek | 250 sek | Ja tillatt | 60 sek | Drypping tillatt |
| 5VA | — | — | Nei | — | Nei burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Nei | — | Gjennombrenning på plakett tillatt; strengere enn V-1 |
| HB | Brenner ≤ 76 mm/min (>3 mm) eller slukker | — | N/A | — | Laveste; mest råvareplast |
2.3 Vurderinger i praksis: Hva regulatorer og OEM-er faktisk spesifiserer
| Søknad | Minimum UL94-krav | Neitater |
|---|---|---|
| Kassett for forbrukerelektronikk (IEC 62368-1) | V-1 eller V-0 | Avhenger av veggtykkelse og intern varmekilde |
| EV batterihus og BMS kabinetter | V-0 ved ≤1,6 mm | Ofte forsterket av OEM-spesifikke termiske løpekrav |
| Elektriske kontakter for biler (USCAR-2) | V-0 ved ≤0,8 mm | Veldig tynn vegg — begrenser materialalternativene betydelig |
| Husholdningsapparater (IEC 60335) | V-1 eller V-0 | Kategoriavhengig |
| Industrielle elektriske kabinetter (IEC 61439) | V-0 eller 5VA | 5VA i økende grad spesifisert for store skap |
| Flyinteriørkomponenter (FAR 25.853) | Neit UL94 — uses OSU heat release and vertical bunsen tests | UL94 er utilstrekkelig for romfart |
| Bygg og anlegg (EN 13501) | Euroklasse B–E-system, ikke UL94 | Helt forskjellig teststandard |
Kritisk poeng: UL94-klassifiseringer rapporteres av leverandører for spesifikke farger, tykkelser og partisertifiseringer. Et svart PC/ABS-hus som oppnår V-0 garanterer ikke V-0 i hvitt eller naturlig – FR-tilsetningsinteraksjon med pigmentsystemer påvirker ytelsen, og det gule UL94-kortet viser godkjente farger eksplisitt.
3. Store FR-kjemifamilier og deres prosesseringsprofiler
3.1 Halogenerte flammehemmere (bromert / klorert)
Mekanisme: Halogenradikaler avbryter forbrenningskjedereaksjonen i gassfasen. Svært effektiv ved lave belastningsnivåer (5–15 phr), som muliggjør V-0 med minimal innvirkning på mekaniske egenskaper.
Vanlige systemer:
- Dekabromdifenyletan (DBDPE) antimontrioksidsynergist - ABS, hofter, PA
- Tetrabrombisfenol A (TBBPA) oligomerer — PC/ABS-blandinger
- Klorerte parafiner - rimeligere vareapplikasjoner
Behandlingsatferd:
- Termisk stabil til 280–300 °C i de fleste formuleringer – kompatibel med ABS, PA66, PC-behandlingstemperaturer
- Over 300°C akselererer HBr/HCl-gassproduksjonen kraftig — overskridelser av fattemperaturen forårsaker etsende gassutslipp
- Rensing med en nøytral bærer (HDPE eller PP) er obligatorisk ved avstengning - innestengt bromert materiale brytes ned og angriper tønne- og skrueoverflater
- Etsende for standard verktøystål: HBr og HCl generert ved ethvert prosessavviksangrep P20 og H13. Ikke alvorlig under normale forhold, men kumulativ over høyvolumsproduksjon
Verktøyimplikasjoner:
- Standard P20 hulromsstål akseptabelt for godt kontrollerte prosesser
- Plettering (hard krom eller strømløst nikkel) anbefales for høyvolum eller enhver prosess som kjører nær øvre temperaturgrense
- Renseprotokollen må dokumenteres i prosessinstruksjonene – blitzinduserte brennepisoder forårsaker lokaliserte korrosjonsgroper ved porter og ventiler
Regulatorisk status: REACH SVHC-listen inkluderer flere bromerte FR-forbindelser. RoHS-direktivet begrenser PBB og PBDE. DBDPE er for øyeblikket ubegrenset i EU og USA, men gjenstand for løpende vurdering. Spesifiser kun REACH/RoHS-kompatible kvaliteter – bekreft leverandørerklæringen årlig.
3.2 Fosforbaserte flammehemmere (halogenfri)
Mekanisme: Fremmer dannelse av kulllag på polymeroverflaten, blokkerer oksygentilgangen fysisk og isolerer underlaget. Noen fosforsystemer har også gassfaseaktivitet.
Vanlige systemer:
- Resorcinol bis(difenylfosfat) (RDP) — PC/ABS-blandinger (primært system for halogenfri V-0 PC/ABS)
- Aluminiumdietylfosfinat (AlPi, Clariant Exolit® OP-serien) - PA6, PA66, PBT
- Melaminpolyfosfat (MPP) - PA6, PA66
- Rødt fosfor - PA, PBT (sjelden brukt nå på grunn av håndteringsfarer)
Behandlingsatferd:
- RDP i PC/ABS: reduserer smelteviskositeten (fungerer som mykner ved prosesstemperatur) → øker risikoen for blitz , reduserer klemkraftmarginen
- AlPi i PA-kvaliteter: termisk stabil til 320°C, minimal viskositetseffekt — mest prosessvennlige FR-systemet tilgjengelig for øyeblikket
- MPP i PA: moderat stabilitet; over 290°C, forårsaker dannelse av ammoniakk og melamindamp overflateblemmer og sølvstriper - hold smeltetemperaturen i den nedre enden av PA-området
- Alle fosforsystemer: fuktighetsopptak i lagring forringer ytelsen og forårsaker sprut/sølvstriper — tørkespesifikasjonene er strammere enn ufylte kvaliteter
Tørkekrav (fosfor FR-kvaliteter):
| Base polymer | Standard kvalitet tørking | FR Grade Tørking | Ytterligere merknader |
|---|---|---|---|
| PA6 | 80°C / 4 timer | 85°C / 6–8 timer | MPP-karakterer spesielt fuktfølsomme |
| PA66 | 85°C / 4 timer | 90°C / 6–8 timer | AlPi graderer mer tilgivende |
| PBT | 120°C / 4 timer | 130°C / 5–6 timer | FR PBT svært fuktfølsom |
| PC/ABS | 90°C / 3–4 timer | 95 °C / 4–6 timer | RDP migrerer ved lagring – bruk umiddelbart etter åpning |
Verktøyimplikasjoner:
- RDP-migrering: I PC/ABS med RDP kan fosfatesteren migrere til deloverflaten og til formhulen over tid. Dette forårsaker:
- Oppbygging av muggavleiringer på hulromsoverflater (hvite eller gule rester) som krever rengjøring hver 50 000–150 000 skudd avhengig av kjøreforhold
- Overflateglansreduksjon på delen hvis mugg ikke er rengjort - kritisk for klasse A-overflater
- Rustfritt stål (S136) eller hardforkrommet P20 reduserer avleiringer og forenkler rengjøringen
- AlPi-kvaliteter i PA er det mest verktøyvennlige FR-systemet – minimalt med avleiring, minimal korrosjon
3.3 Nitrogenbaserte flammehemmere (melaminsystemer)
Mekanisme: Primært gassfasefortynning gjennom nitrogenfrigjøring; noe røyepromotering når det kombineres med fosfor (oppblærende systemer).
Vanlige systemer:
- Melamincyanurat (MC) - PA6, PA66 (V-2 oppnåelig, V-0 vanskelig uten synergist)
- Melaminpolyfosfat (MPP) - PA6, PA66 (V-0 achievable in combination)
- Intumescent systemer (APP pentaerythritol melamin) - PP, PE (primært for halogenfrie kabel- og filmapplikasjoner)
Behandlingsatferd:
- MC i PA: brytes ned ved 320°C og frigjør isocyansyre og melamindamp — hard øvre grense for smeltetemperatur på 290°C for PA66/MC-forbindelser
- Sublimering av melamin ved overflaten av formhulen danner hvite pulveraktige avleiringer - krever hyppig rengjøring av hulrommet
- Intumescent PP-systemer: svært skjærfølsomme; høye injeksjonshastigheter forårsaker FR-komponentseparasjon og striper
Verktøyimplikasjoner:
- Sublimatavleiringer i melamin er det mest aggressive problemet med begroing av mugg i kategorien FR
- Forkrommede eller PVD-belagte hulrom reduserer avleiringsvedheft dramatisk – vedlikeholdsintervall 2–3× lengre enn ubelagt
- Ventilasjonsblokkering fra avleiringer er en betydelig risiko - ventilasjonsåpninger må være utformet for tilgjengelighet og rengjøres etter en definert tidsplan (vanligvis hver 30.000–80.000 skudd)

3.4 Metallhydroksid flammehemmere (ATH, MDH)
Mekanisme: Endoterm dekomponering frigjør vanndamp, avkjøler underlaget og fortynner brennbare gasser. Ingen halogen, ingen fosfor, ingen nitrogen - den reneste kjemien fra et prosessbiproduktstandpunkt.
Vanlige systemer:
- Aluminiumtrihydrat (ATH) — spaltes ved 180–200°C; begrenser bruken til polymerer behandlet under 200°C (EVA, LDPE, PVC)
- Magnesiumdihydroksid (MDH, brucite) — spaltes ved 300–320°C; utvider anvendeligheten til PP, PA6
Behandlingsatferd:
- Svært høy belastning kreves (40–65 vekt%) for å oppnå V-0 – øker sammensetningens tetthet dramatisk og reduserer mekaniske egenskaper
- Høy fyllstoffmengde øker smelteviskositeten betydelig - høyere injeksjonstrykk kreves, lengre fylletider
- Slipemiddel til skruer, tønner og formhulrom — slitasjehastigheten er høy , ligner på glassfylte kvaliteter
- MDH/ATH-forbindelser har svært lav LOI-forbedringseffektivitet per belastningsenhet sammenlignet med halogen/fosfor-systemer - brukes sjelden der V-0 ved tynnvegg er nødvendig
Verktøyimplikasjoner:
- Behandles som tilsvarende GF30–GF40 for slitasjeformål
- Herdede portinnsatser (≥52 HRC) obligatorisk
- Løper og portdesign må minimere skjærkraft (større diametre enn ufylt ekvivalent) for å forhindre agglomerering av fyllstoff og erosjon
- Kavitetsstål: H13 eller tilsvarende herdet verktøystål — P20 er marginalt for høyvolum ATH/MDH-produksjon
4. Behandlingsparameterjusteringer for FR-karakterer
Tabell: Prosessvindusjusteringer vs. basispolymer
| Parameter | Retning | Størrelse | Begrunnelse |
|---|---|---|---|
| Smeltetemperatur | Lavere | 5–20°C under standard | Forhindre termisk dekomponering av FR |
| Tønnes oppholdstid | Minimer | Design for <5 min maks | Nedbrytning er avhengig av tid × temperatur |
| Injeksjonshastighet | Reduser | 10–20 % | Reduser skjærindusert dekomponering; redusere blitzrisiko (RDP) |
| Mottrykk | Reduser | 10–20 % below standard | Reduser skjærvarmeutvikling |
| Skruehastighet | Reduser | 10–15 % RPM | Samme begrunnelse |
| Renseprotokoll | Obligatorisk | Per nedleggelse hver gang | Forhindre korrosiv nedbrytning mellom kjøringene |
| Tørking | Øk temp og tid | Se tabell i avsnitt 3.2 | FR-karakterer mer fuktfølsomme |
| Muggtemperatur | Lavere end of range | Der det er mulig | Reduser avleiring (melaminsystemer) |
| Varm løpertemperatur | Minimum levedyktig | Så lavt som fyllet tillater | Mest kritisk sone for FR-degradering |
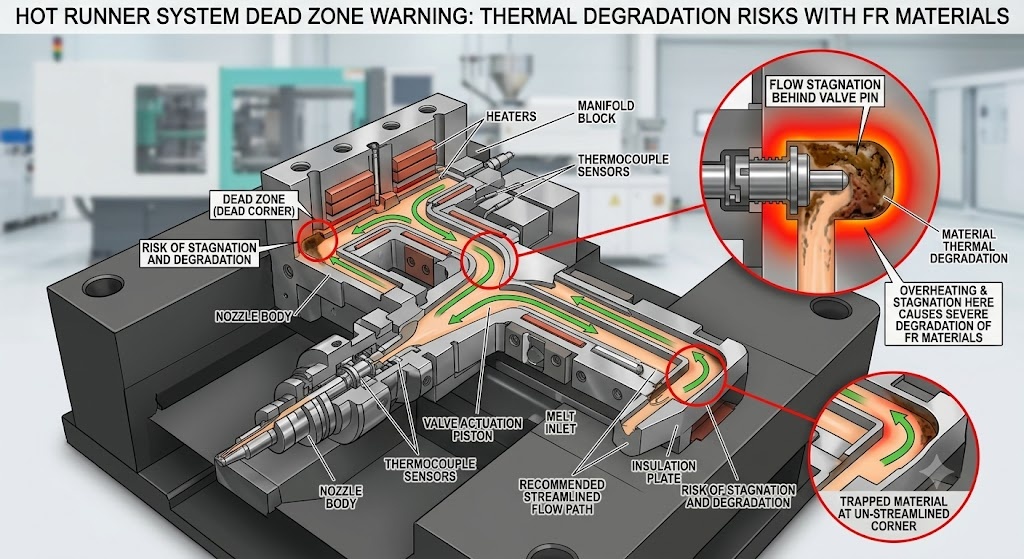
Hot Runner Betraktninger
Varme løpere er den høyeste risikosonen for nedbrytning av FR-materialer. Manifolden og dysespissene holder smelten ved temperatur kontinuerlig - og i døde soner (bak ventilstammer, i dårlig utformede manifoldbend) kan oppholdstiden være 30–60 minutter. Dette er tilstrekkelig til å degradere de fleste FR-systemer.
Obligatoriske krav til design av varme løpere for FR-kvaliteter:
- Full strømlinjeforming (ingen døde hjørner) manifoldgeometri – spesifiser til leverandøren av hot runner
- Minimum manifoldvolum i samsvar med fyllingskrav – overdimensjonerte manifolder øker oppholdstiden
- Uavhengig sonetemperaturkontroll per dyse — tillater nøyaktig minimumstemperaturstyring
- Ventilport foretrekkes fremfor åpen port — tillater positiv avstengning under produksjonsstans
- Temperaturfall ved avstengning: reduser til 150–170°C umiddelbart ved enhver produksjonspause >5 minutter
5. Valg av formstål og overflatebehandling
Tabell: Anbefalt formstål av FR Chemistry
| FR System | Base polymer | Kavitetsstål | Kjernestål | Portinnsats | Overflatebehandling | Neitater |
|---|---|---|---|---|---|---|
| Bromert (DBDPE) | ABS, HIPS | P20 eller S136 | P20 | H13 herdet | Hardkrom eller EN-belegg | Plating kritisk for høyt volum |
| RDP (fosfatester) | PC/ABS | S136 foretrukket | P20 | S136 | PVD- eller EN-belegg | Avleiring vedheft lavest på S136 |
| AlPi (aluminiumfosfinat) | PA, PBT | P20 eller H13 | P20 | H13 | Valgfritt krom | Mest verktøyvennlig FR-system |
| Melamin (MC, MPP) | PA6, PA66 | P20 krom eller S136 | P20 | H13 | Hard krom obligatorisk | Sublimerer alvorlige avleiringer uten belegg |
| ATH / MDH (metallhydroksid) | PP, PA, EVA | H13 herdet | H13 | H13 eller karbid | Chrome eller PVD | Behandles som slipende fyllmasse |
| Iboende (PPS, KIT) | PPS, PEEK | S136 eller 420SS | S136 | S136 | Valgfritt | Etsende ved smeltetemperatur; korrosjonsrisiko for grunnstål |
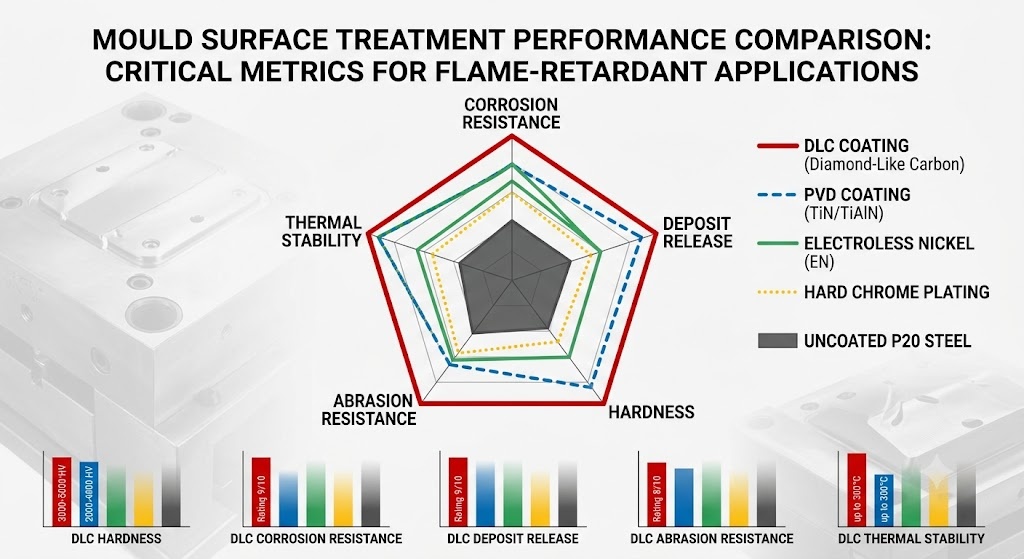
Sammenligning av overflatebehandlingsytelse for FR-applikasjoner
| Behandling | Korrosjonsmotstand | Frigivelse av innskudd | Hardhet (HV) | Maks temp | Kostnadspremie |
|---|---|---|---|---|---|
| Hardkrombelegg | Bra | Moderat | 900–1100 | 400°C | 15–25 % |
| Elektroløst nikkel (EN) | Utmerket | Bra | 500–700 | 260°C | 10–20 % |
| PVD (TiN, TiAlN) | Bra | Bra–Excellent | 2000–3300 | 400–600°C | 20–35 % |
| DLC (diamantlignende karbon) | Utmerket | Utmerket | 3000–5000 | 300°C | 30–50 % |
| Ubelagt P20 | Dårlig | Dårlig | 300–350 | — | Grunnlinje |
DLC-belegg gir den beste avsetningsfrigjøringsytelsen for FR-kvaliteter i melaminsystem - spesielt verdifullt for høyvolumsproduksjon av PC/ABS og PA-kabinetter der nedetiden for rengjøring av hulrom er betydelig.
6. Ventilasjonsdesign for FR-karakterer
Flammehemmende forbindelser genererer mer utgass enn ufylte kvaliteter - nedbrytningsbiprodukter, fuktighet fra metallhydroksider og flyktige tilsetningsstoffer skaper alle gass som må evakueres fra hulrommet. Utilstrekkelig ventilasjon årsaker:
- Dieseleffekt brenner ved siste fyllingssteder - røyeavsetninger som ofte feildiagnostiseres som gateblush eller materialforringelse
- Korte skudd fra gassmottrykk i tykke seksjoner
- Overflateblemmer fra innestengt fuktighet eller flyktige FR-komponenter
Ventilasjonsdybdeanbefalinger for FR-karakterer
| Materiale / FR System | Ventilasjonsdybde (land, mm) | Ventilasjonsbredde (mm) | Ventilasjonsavlastningsdybde (mm) | Rengjøringsintervall |
|---|---|---|---|---|
| ABS / bromert FR | 0,012–0,018 | 5–8 | 0.5 | Hvert 100 000 skudd |
| PC/ABS / RDP | 0,010–0,015 | 5–8 | 0.5 | Hvert 80.000 skudd |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Hvert 120.000 skudd |
| PA6 / melamin | 0,008–0,012 | 4–6 | 0.3 | Hvert 30.000–50.000 skudd |
| PP / ATH oppsvulmende | 0,015–0,020 | 6–10 | 0.5 | Hvert 80.000 skudd |
| PPS (iboende FR) | 0,005–0,008 | 3–5 | 0.2 | Hvert 150.000 skudd |
Melaminbaserte FR-forbindelser har den mest aggressive begroingsadferden. En produksjonsform som kjører PA6/MC som ikke er rengjort i henhold til planen, vil ha blokkerte ventiler innen 50 000 skudd - noe som fører til brenning, korte skudd og avvisning av deler.
Designanbefaling: For FR-kvaliteter med høy utgassingstendens (melamin, oppsvulmende systemer), design ventiler som utskiftbare innsatser der det er mulig. Dette gjør at ventilasjonsrengjøring er offline mens formen fortsetter å kjøre med et rent reservesett.
7. Hensyn til kvalitet og samsvar
7.1 UL94 gult kort bekreftelse
UL94-vurderingen trykt på et materialdatablad er en leverandørs markedsføringspåstand. Den autoritative kilden er UL Product iQ-database (tidligere Yellow Card) . Før du spesifiserer et FR-materiale for en UL94-regulert applikasjon, kontroller:
- Den nøyaktige karakteren og partiet samsvarer med en gjeldende gult kort-oppføring
- Klassifiseringen gjelder veggtykkelsen på delen din - mange materialer mister en vurderingsklasse ved tynnere vegger
- Fargen er oppført - pigmentsystemer påvirker FR-ytelsen
- Sertifikatets utløpsdato er gjeldende - UL gjennomfører periodisk re-testing og vurderinger kan trekkes tilbake
7.2 Fargepåvirkning på FR-ytelse
Pigmentsystemer samhandler med FR-tilsetningsstoffer på måter som kan redusere ytelsen med én full UL94-klasse. Carbon black (brukt i svarte forbindelser) forbedrer generelt FR-ytelsen – det fremmer forkulling. Hvite pigmenter (TiO₂) er nøytrale til mildt negative. Organiske pigmenter (spesielt gule og røde azopigmenter) kan forstyrre fosfor FR-systemer.
Regel: Kvalifiser alltid FR-ytelse på produksjonsfargen, ikke kun naturlige eller svarte referansedata. Hvis en kunde krever V-0 i flere farger, få UL gult kort-verifisering for hver farge separat.
7.3 Weld Line og Knit Line FR Ytelse
Sveiselinjeområdet til en sprøytestøpt FR-del viser typisk redusert flammehemming sammenlignet med bulken. I sveisesonen retter glassfibrene seg parallelt med strømningsfronten, og FR-additivfordelingen kan være ujevn. Testing bør inkludere prøver kuttet fra sveiselinjeområder for applikasjoner med kritiske brannsikkerhetskrav.
7.4 Ommaling og resirkulering
FR-tilsetningsstoffer – spesielt halogenerte systemer – kompliserer resirkulerbarhet ved utgått levetid. Ommaling i prosessen (innløper, løpere, kasserte deler) fra bromerte FR-forbindelser krever:
- Maksimalt oppmalingsforhold: 10–15 vektprosent – høyere forhold forringer FR-ytelsen og øker gassutviklingen
- Ommaling må ikke blandes på tvers av FR-kjemifamilier – bromert maling som forurenser halogenfrie forbindelser skaper usikkerhet om samsvar
- Dokumentere malingsforhold i prosessposter for sporbarhet
8. Feilsøking: Vanlige FR-defekter og rotårsaker
| Defekt | Sannsynlig FR-relatert årsak | Korrigerende handling |
|---|---|---|
| Sølvstriper / splay | Fuktighet i FR-forbindelse; flyktig FR-nedbrytning | Øk tørketid/temp; redusere smeltetemperaturen; sjekk materiallagring |
| Gul/brun misfarging ved port | FR termisk dekomponering ved varmløpsdyse | Reduser dysetemperaturen; minimere oppholdstiden; tømme oftere |
| Hvite avleiringer på hulromsoverflaten | Melaminsublimering (MC/MPP-systemer) eller RDP-migrering | Rengjør hulrommet med passende løsemiddel; øke rengjøringsfrekvensen; vurdere DLC-belegg |
| Brenning ved siste fyllingssted | Utilstrekkelig ventilasjon; utgass fra FR-dekomponering | Legg til eller utdype ventiler på brennstedet; redusere injeksjonshastigheten |
| Flash (ny oppstart) | RDP fungerer som mykner som reduserer viskositeten | Reduser smeltetemperaturen; sjekk materiale MFI vs. forrige parti; redusere injeksjonshastigheten |
| Redusert glans | Muggavsetninger fra FR-vandring | Rens hulrom; påfør PVD- eller DLC-belegg |
| Korte skudd (previously stable tool) | Blokkerte ventiler fra FR-avleiringer | Rengjør ventilene umiddelbart; implementere planlagt ventilasjonsvedlikehold |
| Delaminering / lagseparasjon | Uforenlig forurensning av maling; fuktighet | Eliminer forurensning av gjenmaling; verifisere tørking; sjekk partisertifisering |
| UL94 testfeil på produksjonsdeler | Fargeendring uten omkvalifisering; male over-forhold; vegg tynnere enn sertifisert | Re-kvalifiser farge; redusere sliping; verifiser veggtykkelse ved tynne seksjoner |
9. Konklusjon
Flammehemmende sprøytestøpingskvaliteter presenterer en unik kombinasjon av prosessfølsomhet, verktøyaggression og komplisitet som standard teknisk termoplast ikke gjør. Konsekvensene av feilhåndtering av FR-materialer strekker seg utover delkvaliteten - nedbrutt FR-forbindelser kan korrodere skruer og fat, blokkere ventiler, avsettes på hulrom og i verste fall generere giftig gass i prosessmiljøet.
Veien til pålitelig FR-kvalitetsproduksjon er systematisk: velg riktig FR-kjemi for brukstemperaturen og regulatoriske krav, spesifiser formstål og overflatebehandlinger som passer til den kjemien, implementer tettere tørke- og prosesskontroller, og opprett forebyggende vedlikeholdsplaner som tar hensyn til akselerert begroing og slitasjekarakteristika til FR-blandinger. Konstruksjon av disse faktorene på designstadiet koster en brøkdel av det å korrigere dem i produksjonen.
Relaterte artikler:
- EV-batterihus Sprøytestøping: PA66 GF50 vs. PPS GF40 — Tekniske avveininger
- Topp 8 sprøytestøpingsmaterialer for 2026
- Valgguide for høypresisjonssprøytestøpestål
- Mugg som blinker i sprøytestøping: årsaker, forebygging og eliminering
- Oppnå optimal overflatefinish i sprøytestøping av plast
IMTEC Mold | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

