
Termoplastisk polyuretan (TPU) bygger bro mellom fleksible gummier og stiv plast. TPU er kjent for sin eksepsjonelle elastisitet, slitestyrke og høye strekkfasthet, og er svært foretrukket i global industriell produksjon. Behogling av denne unike polyuretan-elastomeren krever imidlertid en dyp forståelse av dens skjulte tekniske nyanser.
Denne veiledningen gir innsikt i ingeniørgrad i TPU-egenskaper, prosessparametere, formdesignhemmeligheter og feilsøkingsstrategier for å optimalisere produksjonslinjen og sikre høyytelses B2B-komponentproduksjon.
1. Nøkkelegenskaper og utvalgsdilemmaet
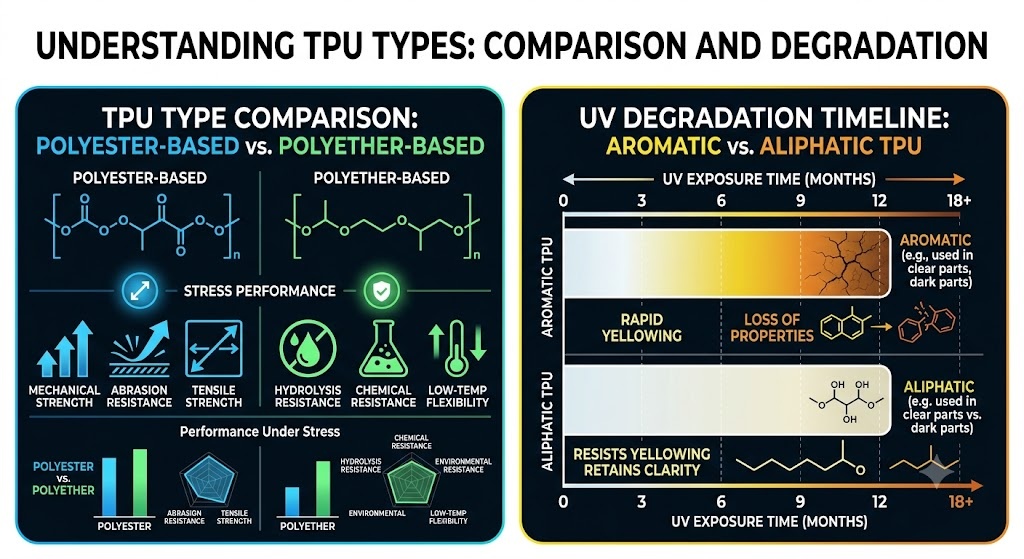
Å velge riktig TPU-kvalitet krever å se utover grunnleggende shore hardhet diagrammer. Industrielle anskaffelser og produktdesignteam må først balansere den kjemiske kjernedivergensen: Polyesterbasert TPU versus Polyeterbasert TPU .
Polyesterbasert TPU:
- Mekanisk styrke: Overlegen strekk- og rivebestandighet.
- Slitasjemotstand: Utmerket (Ideell for slitesterke deler som industrielle møbelhjul).
- Hydrolysemotstand: Dårlig (Følelig for fuktighetsnedbrytning).
- Lavtemperaturfleksibilitet: Bra.
- Mikrobiell motstand: Lavt.
Polyeterbasert TPU:
- Mekanisk styrke: Moderat.
- Slitasjemotstand: Bra.
- Hydrolysemotstand: Utmerket (Ideell for våte eller nedsenkede miljøer).
- Lavtemperaturfleksibilitet: Overlegen (Opprettholder elastisiteten ved ultralave temperaturer).
- Mikrobiell motstand: Høy.
Pro-tips: Den skjulte kostnaden ved gulning
Standard aromatiske TPU-er har molekylære strukturer som brytes ned under UV-stråling, noe som får klare deler til å bli stygge gule. For avanserte forbruksvarer, spesialiserte servokabeljakker eller synlig bilinteriør, må ingeniører skaffe alifatiske TPU-kvaliteter . Alifatisk kjemi motstår iboende UV-lys, og bevarer optisk klarhet og fargestabilitet over lengre produktlevetid.
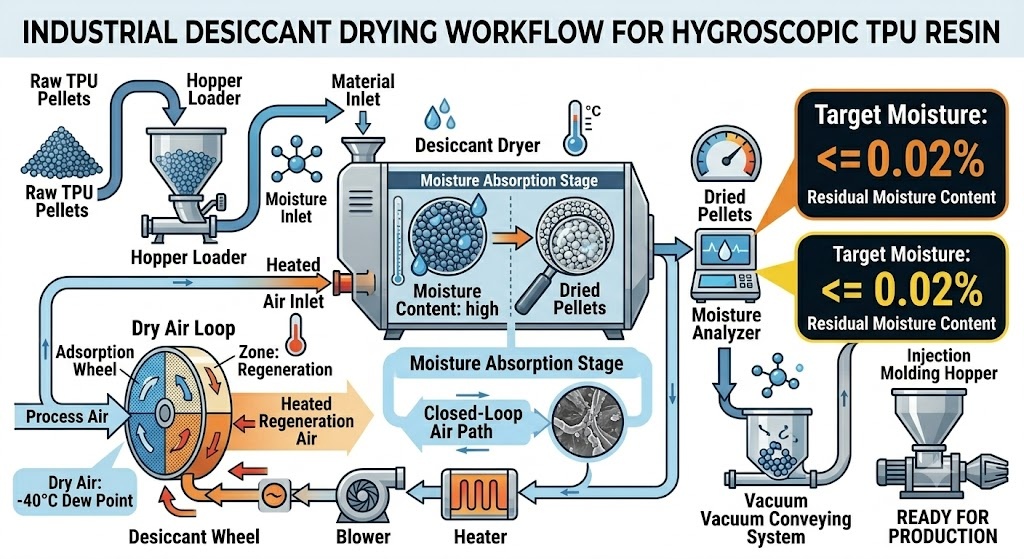
2. Materialforberedelse: Beyond Basic Tørking
Hvis det er et enkelt feilpunkt i TPU-sprøytestøping, er det fuktighet. TPU er svært hygroskopisk; den absorberer aktivt vanndamp fra omgivelsesluften. Behandling av våt harpiks fører til irreversibel hydrolytisk nedbrytning —en kjemisk reaksjon der vann spalter polyuretanpolymerkjedene ved høye temperaturer, og ødelegger materialets mekaniske egenskaper fullstendig.
- Duggpunktberegningen: Standard varmluftsbeholdere er utilstrekkelige. Du må bruke en tørketrommel som er i stand til å opprettholde et duggpunkt -40°C eller lavere.
- Tørkeparametere: Tørk jomfruharpiksen kl 80°C til 90°C for 3 til 4 timer . Målfuktighetsinnholdet før det går inn i injeksjonsfatet må strengt tatt være 0,02 % eller mindre .
Pro-tips: 20 % omslipingsregelen
Mens industriell kostnadsreduksjon tilsier gjenbruk av innløp og løpere, må TPUs termiske historie administreres strengt.
Den gylne loven: Bland aldri mer enn 15 % til 20 % ommaling (resirkulert skrap) med jomfruharpiks.
Overskridelse av denne grensen forårsaker et alvorlig fall i delens opprinnelige rivestyrke og akselererer estetisk gulning. Videre absorberer gjenmalingsskrap fuktighet opptil dobbelt så raskt som virgin pellets; det må gjennomgå uavhengig, streng tørkemiddeltørking før den blandes inn i beholderen.
3. Behandlingsparametere: Bekjempe skjærvarme
Innstilling av termisk profil for TPU krever en ikke-lineær tilnærming. Fordi TPU-molekyler er svært følsomme for friksjon, viser materialet høye skjærfølsomhet . Når sprøytestøpemaskinen tvinger den smeltede elastomeren gjennom tette restriksjoner, genererer den massiv intern friksjon – kjent som skjærvarme .
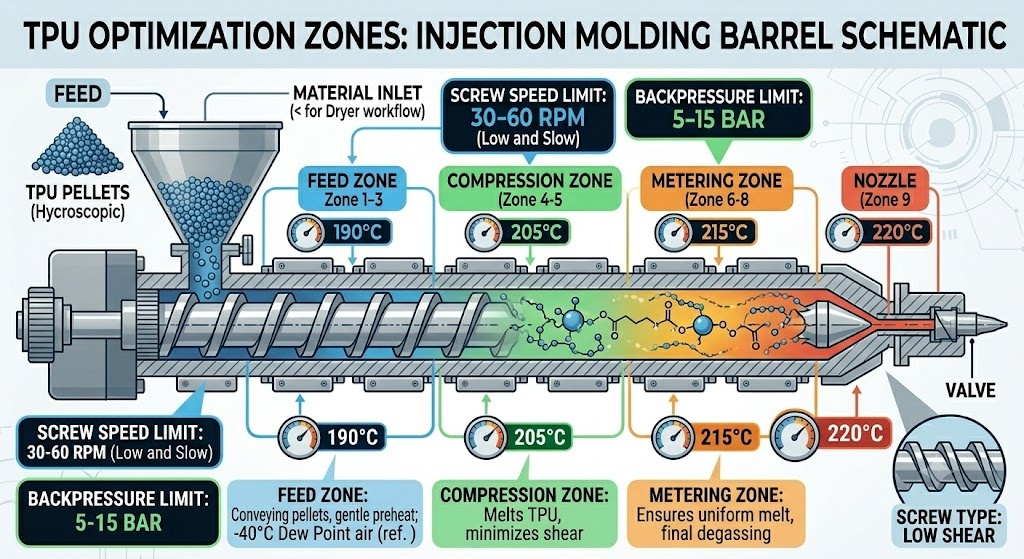
For å forhindre at denne friksjonsvarmen overopphetes og brenner materialet, implementer "Lavt og sakte" maskinjusteringsstrategi:
- Smeltetemperatur: Oppretthold en presis tønneprofil mellom 190°C og 220°C . Overskridelse av 230°C vil utløse termisk dekomponering.
- Muggtemperatur: Hold muggvegger ved 20°C til 40°C . Kjølere former akselererer krystalliseringen av polyuretanblokkene, slik at delen kan strukturere og skytes ut rent uten å vri seg.
- Skrue og mottrykk: Still inn lave lineære skruhastigheter ( 30 til 60 rpm ) og minimalt mottrykk ( 5 til 15 bar ). Høyt mottrykk tvinger unødvendig skjærspenning på elastomeren, og bryter ned polymerkjedene før plasten i det hele tatt forlater dysen.
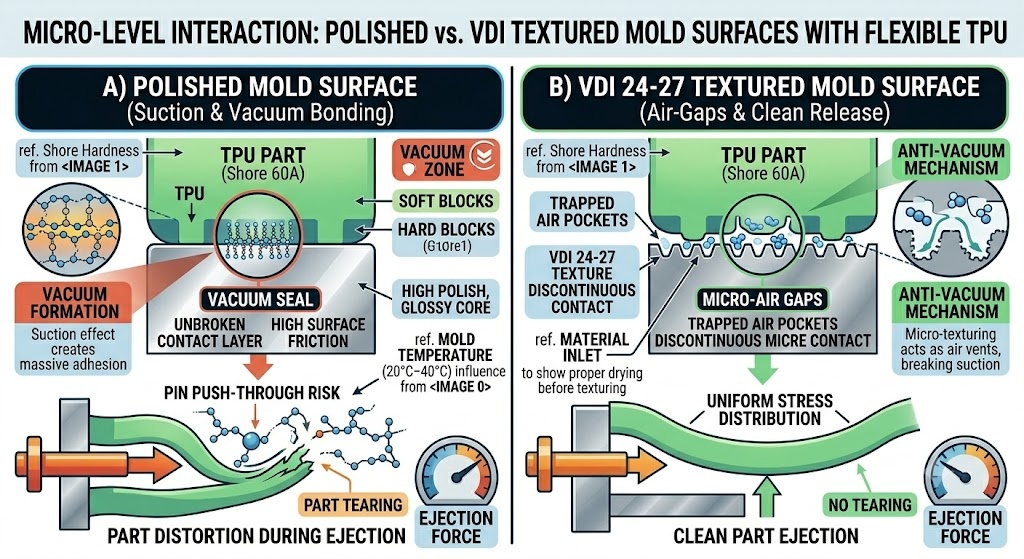
4. Mold Design Secrets for Sticky Elastomers
Standard formdesignprinsipper ment for stiv plast som ABS eller polypropylen vil mislykkes når de brukes på fleksibel TPU. Myke elastomerer krever spesialiserte geometriske og mekaniske forhold innenfor stålverktøyet.
Vacuum Sticking Nightmare
Myke TPU-kvaliteter (Shore 60A til 85A) har høy overflatefriksjon. Under åpningssekvensen fungerer den glatte elastomeren som en sugekopp, og danner et vakuum mot høypolerte, blanke kjerneoverflater. Delen vil feste seg, deformeres eller rives under mekanisk utstøting.
- Løsningen: Unngå høypolerte speilfinisher. Spesifiser i stedet en anti-vakuum form tekstur for eksempel en lett perleblåst eller kjemisk EDM-struktur ( VDI 24 til 27 ). Denne mikroteksturen fanger små luftlommer mellom stålet og elastomeren, bryter vakuumforseglingen og fungerer som et innebygd mekanisk frigjøringsmiddel.
Spesifikasjoner for mikroventilasjon
På grunn av høye injeksjonshastigheter kan innestengt gass lett svi av fleksible materialer. Men fordi TPU flyter lett under trykk, vil overdimensjonerte ventiler skape blinking.
- Regelen: Maskinerte gassventiler må ha en streng mikrodybdegrense på 0,015 mm til 0,02 mm . Denne er smal nok til å inneholde den smeltede elastomeren samtidig som den slipper ut komprimert luft trygt.
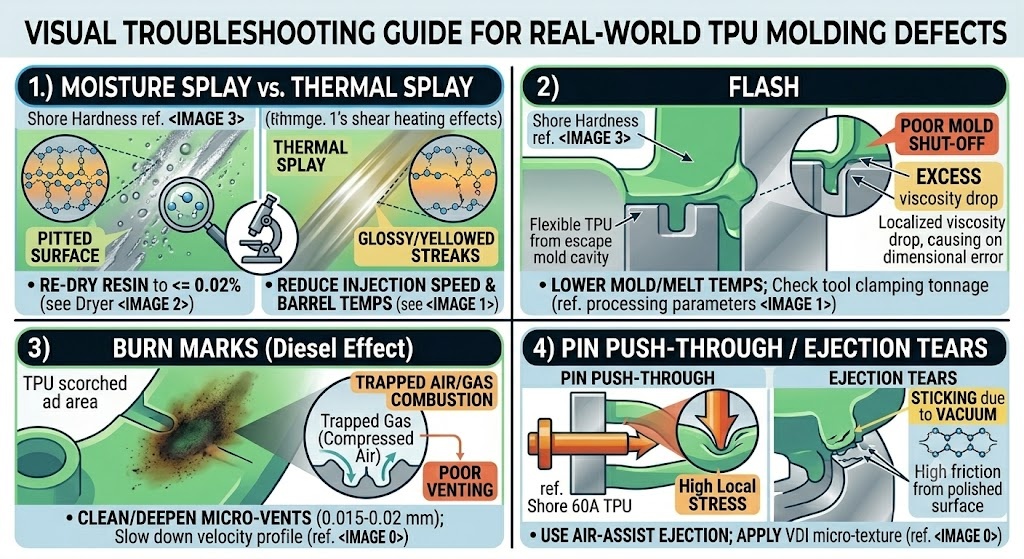
5. Feilsøkingsmatrise (avanserte feltløsninger)
Når defekter dukker opp på fabrikkgulvet, krever identifisering av den sanne grunnårsaken å skille mellom termiske og miljømessige indikatorer. Bruk denne feltveiledningen for rask, målrettet feilsøking:
-
Splay Marks (Silvery Streaks)
-
Sannsynlig grunnårsak: Hydrolytisk eller termisk nedbrytning.
-
Avansert feltløsning: Mikroskoptesten: Inspiser stripene under forstørrelse. Hvis stripene er grove og groper, er det fuktsprengning (øk tørketiden). Hvis stripene er glatte og blanke, er det termisk spredning forårsaket av overdreven skjærvarme (reduser injeksjonshastighet eller dysetemperatur).
-
Flash (overflødig materiale ved sømmene)
-
Sannsynlig grunnårsak: Overinjeksjon eller lokaliserte viskositetsfall.
-
Avansert feltløsning: Senk smeltetemperaturen for å øke viskositeten, eller reduser holdetrykkprofilen. Sjekk om verktøyets klemkraft samsvarer med nødvendig tonnasje.
-
Brennemerker (dieseleffekt)
-
Sannsynlig grunnårsak: Innestengt gasskompresjon i uventilerte lommer.
-
Avansert feltløsning: Rengjør og utdyp mikroventiler (maks. 0,02 mm). Senk injeksjonshastighetsprofilen rett før smelten går inn i den endelige fyllingssonen.
-
Sticky Parts / Ejection Tears
-
Sannsynlig grunnårsak: Vakuumbinding eller for tidlig pakking.
-
Avansert feltløsning: Bytt til et luftassistanse utstøtingssystem (luftblåsingsventil) ved siden av mekaniske pinner. Påfør en VDI-mikrotekstur på kjernen.
6. Fremtidige trender: Sourcing for den grønne forsyningskjeden
Ettersom globale merkevarer går over til sirkulære økonomier, endrer internasjonale ESG-krav B2B-innkjøpsreferanser. Det industrielle produksjonsøkosystemet beveger seg raskt mot Biobasert TPU and PCR (Post-Consumer Recycled) Elastomers .
Moderne biobaserte TPU-er erstatter tradisjonelle petroleumsavledede polyoler med plantebaserte alternativer (som maisstivelse eller lakserolje), og reduserer karbonfotavtrykk med opptil 40 %.
Behandlingsvinduets virkelighet
Ingeniører og innkjøpsagenter må merke seg at biobaserte og resirkulerte TPU-er har betydelig smalere behandlingsvinduer enn fossilt drevne materialer. Biopolymerer viser høyere termisk følsomhet og lavere skjærtoleranse. Å tilpasse butikkgulvet til disse grønne materialene krever oppgradering til presise støpemaskiner med lukket sløyfe, prioritering av avanserte tørkeoppsett for tørkemiddel og bruk av optimalisert verktøyteksturering for å forbli konkurransedyktig i den grønne forsyningskjeden.

