
Flash er en av de vanligste defektene i sprøytestøping - og en av de mest feildiagnostiserte. Tynne finner av overflødig materiale som dukker opp ved skillelinjer, utkasterstifter eller innsatsgrensesnitt blir ofte klandret på prosessparametere alene, når hovedårsaken ofte er verktøy. Denne veiledningen gir et systematisk diagnostisk rammeverk som dekker alle de syv hovedårsakskategoriene, kvantifiserte forebyggingsstandarder og en prioritetsmatrise for korrigerende handlinger for å eliminere flash effektivt.
1. Hva blinker mugg?
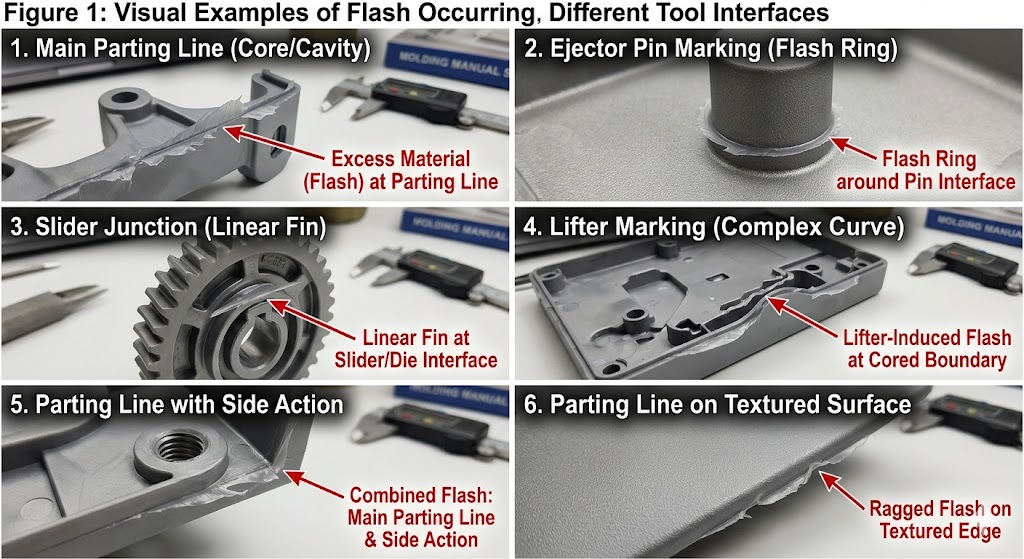
Flash (også: blinkende, grader) er overflødig materiale som slipper ut av formhulen gjennom et eventuelt gap i verktøyet før det fryses. Det ser ut som en tynn finne, nett eller fjærkant festet til delen ved:
- Skillelinjer — den vanligste plasseringen
- Ejector pin-grensesnitt — sirkulære blitzringer rundt pinneflater
- Skyve- og løftegrensesnitt — lineære finner langs sidekontaktflater
- Sett inn grenser — ved metallinnsatsomkrets i innsatsstøping
- Ventilasjonssteder - hvis ventilasjonsåpningene er for store eller erodert
- Avstengningsflater — i kjernede trekk og gjennomgående hull
Flash er ikke bare kosmetisk. Den legger til sekundære trimmingsoperasjoner, risikerer monteringsforstyrrelser, skaper skarpe kanter (fare for skade og forseglingssvikt), og i medisinske eller matkontaktapplikasjoner utløser regelbrudd. Enda viktigere, det signaliserer et gap i formsystemet som, hvis ubehandlet, utvides gradvis for hvert skudd.
2. De syv årsakskategoriene
Flash har alltid samme umiddelbare årsak - materiale under trykk finner et gap. Men opprinnelsen til dette gapet faller inn i syv forskjellige kategorier, som hver krever en annen korrigerende handling.
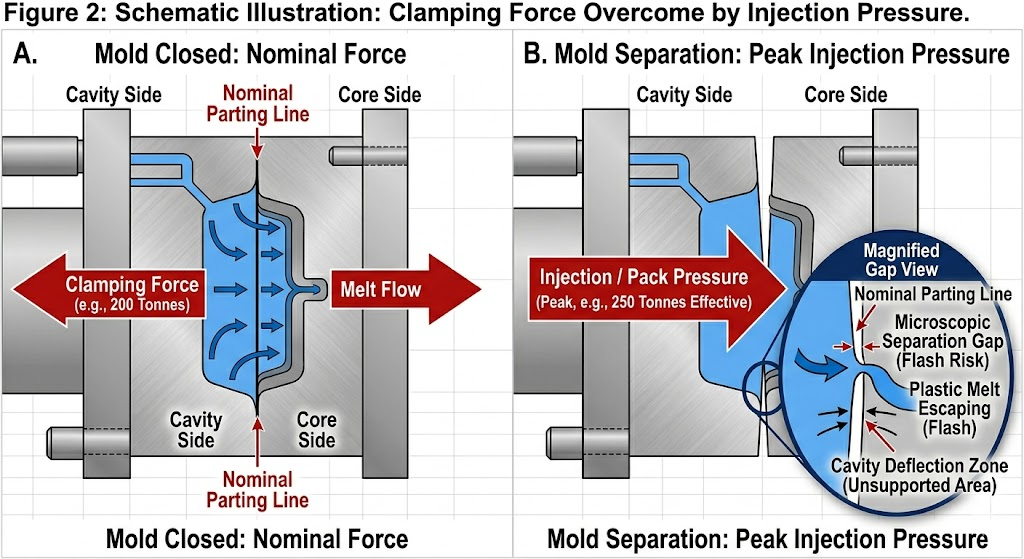
2.1 Utilstrekkelig klemkraft
Den hyppigst oversett årsaken. Hvis injeksjonstrykket overstiger pressens effektive klemkraft på det projiserte området av delen og løpesystemet, separeres formplatene momentant under fylling og pakking – og skaper et dynamisk gap ved skillelinjen.
Diagnostisk sjekk:
Nødvendig klemkraft (tonn) = Projisert areal (cm²) × hulromstrykk (MPa) ÷ 100For en del med 180 cm² projisert areal (inkludert løpere) fylt med 80 MPa gjennomsnittlig hulromstrykk:
Nødvendig klemme = 180 × 80 ÷ 100 = 144 tonn minimumLegg til en sikkerhetsmargin på 20–25 % → Minimum 175–180 tonn.
Å kjøre denne delen på en 150-tonns presse vil produsere skillelinjeblink uavhengig av andre parameterjusteringer.
Vanlig feil: Beregner projisert areal kun fra delen, unntatt løpesystemet. Sprue, løpere og porter bidrar med betydelig projisert areal- og hulromstrykk.
| Materialeeee | Typisk hulromstrykkområde | Tommelfingerregel for klemkraft |
|---|---|---|
| PP, PE (tynnvegg) | 40–80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 t/cm² |
| POM | 70–110 MPa | 0,7–1,1 t/cm² |
2.2 Slitasje eller skade på overflaten
Skilleflaten (PS) er den primære tetningen mellom hulrom og atmosfære. Ethvert avvik fra perfekt flathet – enten fra slitasje, støtskader, EDM-gnisterosjon eller utilstrekkelig overflatehardhet – lar materialet unnslippe.
Kritiske toleranser:
| Formstørrelse | Maks. tillatt PS-flathetsavvik | Anbefalt stålhardhet |
|---|---|---|
| Liten (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Middels (250–500 mm) | 0,008 mm | 48–52 HRC |
| Stor (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
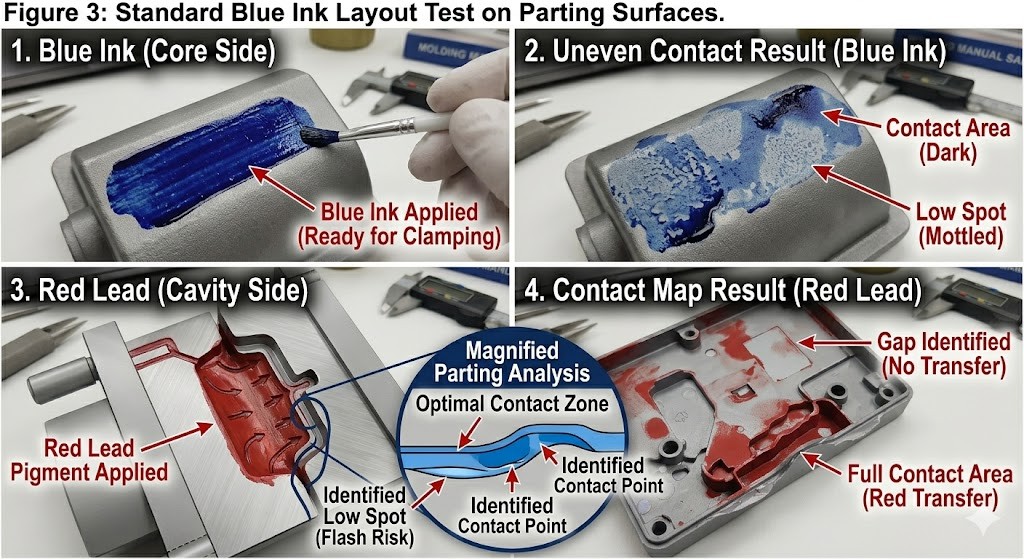
Inspeksjonsprotokoll: Blått blekkoverføringstest eller følemåler sveiper over hele skilleflaten. Ethvert gap >0,010 mm på et råvaremateriale eller >0,005 mm på et lavviskositetsmateriale (LCP, PPS) er en flammerisiko.
Reparasjonsmetoder etter alvorlighetsgrad:
| Type skade | Reparasjonsmetode | Ledetid |
|---|---|---|
| Mindre slitasje (<0,05 mm lavt område) | Lasersveising etterpolering | 1–3 dager |
| Moderat slitasje (0,05–0,2 mm) | Spraysveising eller TIG sveising ommaskin | 3–5 dager |
| Slagskade/bulk | Lasersveising EDM re-gnist | 2–4 dager |
| Utbredt slitasje (>0,2 mm) | Full PS re-skim på overflatesliper | 3–7 dager |
| Gjentatt blink samme sted | Hardface sveis (Stellite) etterpolering | 5–10 dager |
2.3 For høy injeksjonshastighet eller trykk
Selv en geometrisk perfekt form vil blinke hvis prosessparametere presser hulromstrykket utover klemkraftkapasiteten, eller hvis injeksjonshastigheten er høy nok til å skape en hydraulisk kileeffekt ved skillelinjen før klemmetonnasjen utvikler seg fullt ut.
Flash-induserende prosessforhold:
- Injeksjonshastigheten er satt så høyt at hulrommet fylles på <0,3 sek — topptrykkspissen overskrider klemkapasiteten et øyeblikk
- Pakketrykk satt over 80 % av injeksjonstrykket på et lavviskøst materiale
- Holdetid forlenget utover portfrysing - fortsatt trykk etter portfrysing overfører kraft til formplater, ikke delpakking
- For høy smeltetemperatur - reduserer viskositeten, materialet flyter mer aggressivt inn i ethvert gap
Prosessjusteringssekvens (før verktøyinngrep):
- Reduser injeksjonshastigheten i trinn på 10 % – sjekk om blitsen reduseres
- Reduser pakningstrykket til 60–70 % av fyllingstrykket
- Bekreft at holdetiden ikke overstiger gatefrysetiden (bruk gatefrysestudie)
- Reduser smeltetemperaturen med 5–10°C
- Hvis blitsen vedvarer etter alle fire justeringene - er hovedårsaken verktøy, ikke prosess
2.4 Materialeviskositet for lav
Materialer med lav viskositet flyter inn i hull som materialer med standard viskositet bygger bro over. Dette er grunnen til at PPS, LCP og PA-kvaliteter med lav molekylvekt krever strengere skilleoverflatetoleranser enn ABS eller PP.
Melt Flow Index (MFI) som en flashrisikoindikator:
| MFI-rekkevidde (g/10 min) | Flash-risikokategori | Maks. tillatt PS-gap |
|---|---|---|
| < 5 | Lavt | 0,020 mm |
| 5–20 | Moderat | 0,015 mm |
| 20–50 | Høy | 0,010 mm |
| > 50 (f.eks. LCP, tynnvegget PP) | Veldig høy | 0,005–0,008 mm |
Variasjon av materialparti: MFI kan variere ±15–25 % mellom partier innenfor samme karakter. En form som kjører ved blitzterskelen med ett parti kan blinke med det neste. Sjekk alltid innkommende MFI mot muggkvalifikasjonsdata.
2,5 Muggtemperatur for høy
Forhøyet formtemperatur reduserer viskositeten til smeltelaget i kontakt med skilleflaten, og forlenger tidsvinduet hvor materialet er flytende nok til å trenge gjennom hull. Dette er spesielt viktig for:
- Krystallinske materialer med skarpe smeltepunkter (POM, PPS, PA)
- Materialer kjører nær den øvre grensen for deres anbefalte formtemperaturområde
- Varme løpeformer hvor manifoldvarmebløtlegging kan øke formplatens temperatur lokalt
Tommelfingerregel: Hver 10°C økning i formtemperatur over det anbefalte minimum øker blitsfølsomheten med omtrent én viskositetsgrad – tilsvarende en økning på 20 % i MFI.
2.6 Formdesign mangler
Geometriske funksjoner i formdesignet som skaper iboende blitzrisiko:
Ustøttede skilleflatespenn: Store flate skilleflater uten støttesøyler avbøyes under hulromstrykk. En 400 × 400 mm ustøttet formplate i P20-stål avbøyer 0,03–0,08 mm ved 80 MPa - tilstrekkelig til å produsere flash på omkretsen.
Støttesøyledesignregel: Maksimalt ustøttet spenn mellom støttesøyler = 150 mm for middels kraftige former. Legg til søyler med 120–130 mm senter for høytrykksmaterialer (PC, PPS).
Utilstrekkelig landbredde ved skillelinje: "Landet" - det smale flate båndet umiddelbart ved siden av hulrommet på skilleflaten - må være bredt nok til å motstå trykkindusert deformasjon. Anbefalt minimum landbredde:
| Materialeeee | Minimum landbredde |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
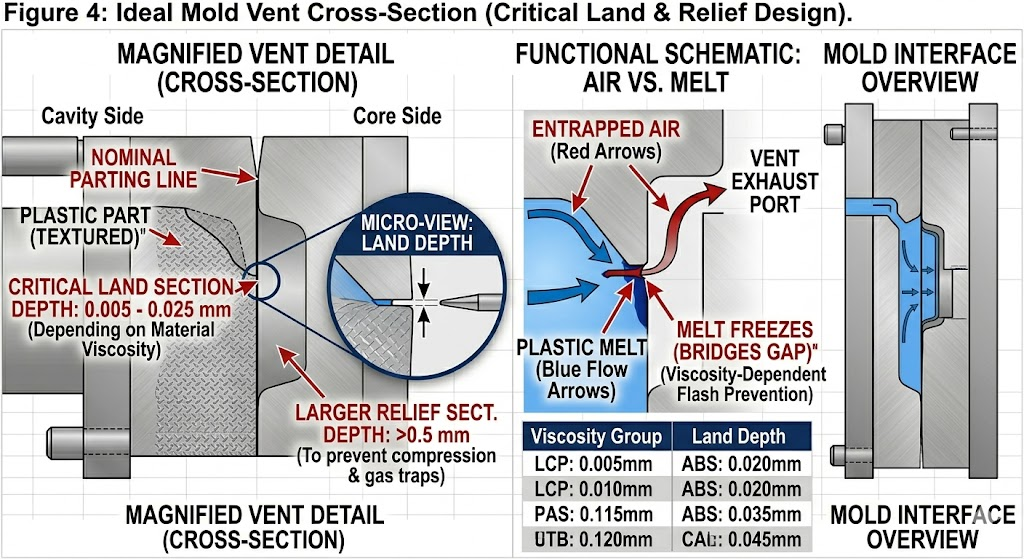
Ventilasjonsdybde for dyp: Ventiler er tilsiktede hull - hvis de er overdimensjonerte, blir de blitsgeneratorer. Standard retningslinjer for ventilasjonsdybde:
| Materialeeee | Ventedybde (landsseksjon) | Ventilasjonsdybde (avlastningsseksjon) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Slitte eller feiljusterte bevegelige komponenter
Sidehandlinger, løftere, kjernetrekk og ejektorpinner skaper dynamiske grensesnitt som beveger seg hver syklus. Disse grensesnittene slites gradvis og er den vanligste kilden til blits i høyvolumproduksjon som tidligere var blitsfri.
Ejector pin flash: Avstand mellom pinnediameter og hulldiameter må holdes innenfor stramme grenser. Standard klaring etter materiale:
| Materialeeee | Utkasterpinneklaring (per side) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Avstander over disse grensene produserer synlig pinneglimt. Under dem binder og knekker pinner. Dette er et slitasjehåndteringsproblem – pinneklaringer bør verifiseres for hver 100 000–200 000 skudd på verktøy med stort volum.
Skyve- og løftegrensesnitt blinker: Slitasje på sliteplatene (gibs) som styrer sidehandlinger gjør at glideflaten kan forskyves 0,01–0,05 mm fra sitteflaten – tilstrekkelig for blits. Gib-slitasjeplater bør være utskiftbare komponenter på enhver produksjonsform, med inspeksjonsintervaller definert i formvedlikeholdsplanen.
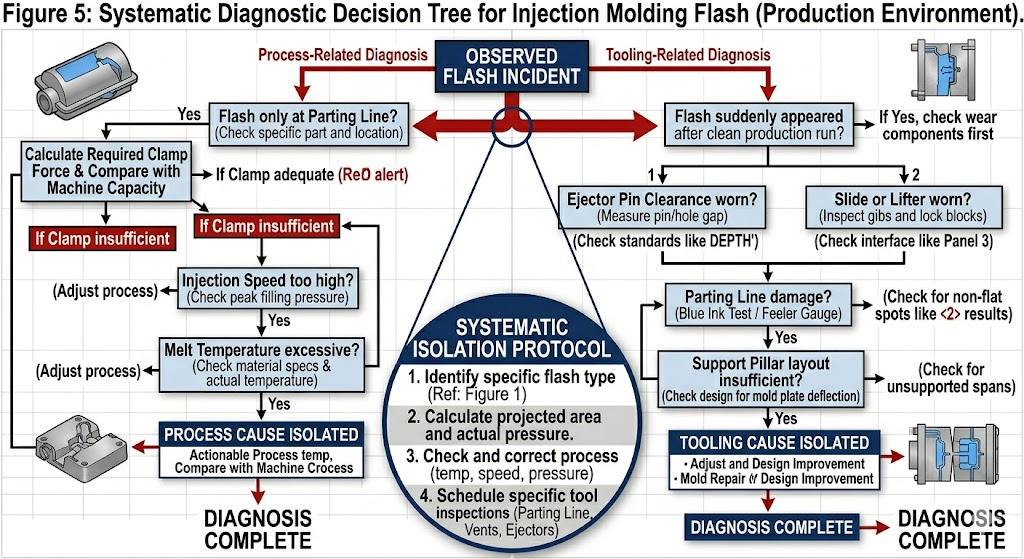
3. Flash diagnostisk beslutningstre
Bruk denne sekvensen for å identifisere grunnårsaken uten unødvendig demontering:
BLITT OBSERVERT│├── Blink kun ved skillelinje?│ ├── JA → Kontroller klemkraftberegningen først│ │ → Inspiser deretter PS flathet (blått blekk test)│ │ → Reduser deretter injeksjonshastigheten / pakningstrykket│ └── NEI → Fortsett nedenfor│├── Kun blink ved utkasterstifter?│ └── JA → Mål pin-til-hull-klaring│ → Sjekk pinnelengden (lange pinner = høyere kontakttrykk)│ → Kontroller at utkasterplatens retur er helt på plass før klemmen lukkes│├── Blink ved skyve/løfter-grensesnitt?│ └── JA → Inspiser gib-slitasjeplater (følermåler)│ → Kontroller skyvesetets kraft / låsevinkel│ → Bekreft kontakt med hælblokken│├── Blink ved ventiler?│ └── JA → Mål ventilasjonsdybden (mål: re-cut til spesifikasjonen)│ → Se etter erosjon av ventilen (slipende glassfylt materiale)│├── Plutselig dukket det opp blits etter X bilder med ren produksjon?│ └── JA → Slitasjerelatert årsak (gib, skilleflate, ejektorstifter)│ → Planlegg mugginspeksjon / forebyggende vedlikehold│└── Blitsgave fra første skudd av ny mugg? └── JA → Problem med design eller byggekvalitet → Bekreft beregning av klemkraft → Kontroller slipekvaliteten på skilleflaten → Sjekk utformingen av støttesøyler → Bekreft ventilasjonsdybder mot spes
4. Forebyggingsstandarder etter muggbyggefase
Den mest kostnadseffektive blitzforebyggingen skjer før formen tar sitt første skudd.
4.1 Designfase
- Kjør moldflow-hulromstrykksimulering – bekreft at maksimalt hulromtrykk × projisert areal ikke overstiger 80 % av planlagt presseklemmekapasitet
- Design støttesøyler ved ≤150 mm senter for alle hulromstrykk >60 MPa
- Spesifiser minimum landbredde per materialkategori (avsnitt 2.6)
- Design ventilasjonsdybde i henhold til materialspesifikasjoner – ikke stol på standard bearbeidingstillatelser
- Spesifiser utkasterpinneklaring i formtegningen - den må vises på toleranseblokken, ikke overlates til maskinistens vurdering
4.2 Muggbyggefase
- Kontroller at skilleflaten er flat på overflatesliperen før sluttmontering - dokumentmåling
- Blått blekktest etter full montering — 100 % kontakt med skilleflaten kreves før første prøve
- Mål og registrer alle utkasterpinneklaringer - minimum 5 prøvestifter per form, fullt sett for kritiske former
- Verifiser glideplasseringen under pressklemmingsbelastning før første injeksjon – bruk leire eller Fuji Prescale film
4.3 Prøvefase for første artikkel
- Start med 50 % injeksjonshastighet og 60 % pakningstrykk – øk gradvis
- Registrer prosessvinduets øvre grense (flash-utbrudd) — dette er en kritisk moldkvalifiseringsparameter
- Dokumentprosessvinduets bredde: forskjellen mellom kortskuddstart og blinkstart bør være ≥15 % av injeksjonstrykket for en robust form
4.4 Produksjonsfase
- Definer forebyggende vedlikeholdsintervaller for: inspeksjon av skilleflate (hver 200 000 skudd), måling av gib-slitasjeplate (hver 150 000 skudd), sjekk av utkasterpinneklaring (hver 100 000 skudd for verktøy med stort volum)
- Spor blitshendelser etter plassering i SPC-systemet – progressiv blink på ett sted signaliserer slitasje før det blir en kvalitetsflukt
- Oppretthold materielle MFI-inspeksjonsposter – korreler flashhendelser med MFI-data
5. Prioritetsmatrise for korrigerende handling
Når blits observeres i produksjonen, bruk denne matrisen til å prioritere korrigerende handlinger etter kostnad og effektivitet:
| Handling | Kostnad | På tide å implementere | Effektivitet | Prioritet |
|---|---|---|---|---|
| Reduser injeksjonshastigheten / pakningstrykket | Null | Umiddelbar | Høy (if process-caused) | 1 |
| Bekreft at klemkraften er tilstrekkelig – flytt til større trykk | Lavt | Samme skiftet | Definitiv for klemme-forårsaket blits | 2 |
| Blått blekktest — identifiser PS-kontaktgap | Lavt | 2–4 timer | Diagnostisk, ikke korrigerende | 3 |
| Lasersveis reparasjon av PS lavpunkter | Middels | 1–3 dager | Permanent for slitasje-forårsaket blits | 4 |
| Skift ut slitte gib-sliteplater | Lavt–Medium | 4–8 timer | Permanent for lysbildeblits | 5 |
| Skift ut ejektorstifter (overdimensjonert klaring) | Lavt | 4–8 timer | Permanent for pin flash | 6 |
| Slip skilleflaten på nytt | Middels | 3–7 dager | Permanent for utbredt PS-bruk | 7 |
| Legg til støttepilarer (designmangel) | Høy | 2–4 uker | Permanent for avbøyning forårsaket blits | 8 |
| Øk stålhardheten (sett inn igjen i hardere stål) | Høy | 3–6 uker | Langsiktig forebygging av slitasje | 9 |
6. Spesielle tilfeller: Materialer med høy blitsrisiko
PPS og LCP
Begge materialene har smelteviskositeter 3–5× lavere enn ABS ved prosesseringstemperaturer. De vil finne og utnytte ethvert gap som standardmaterialer bygger bro over. Former som kjører PPS eller LCP må bygges for strammere toleranser fra starten av - ettermontering av en standardtoleranseform for å kjøre PPS er sjelden kostnadseffektivt.
Obligatoriske krav:
- S136 eller 420SS hulromsstål (korrosjon og hardhet)
- Skilleflateplanhet ≤0,005 mm
- Utkasterpinneklaring ≤0,006 mm per side
- Ventilasjonsdybde ≤0,008 mm landdel
- Støttestolper med maks 120 mm senter
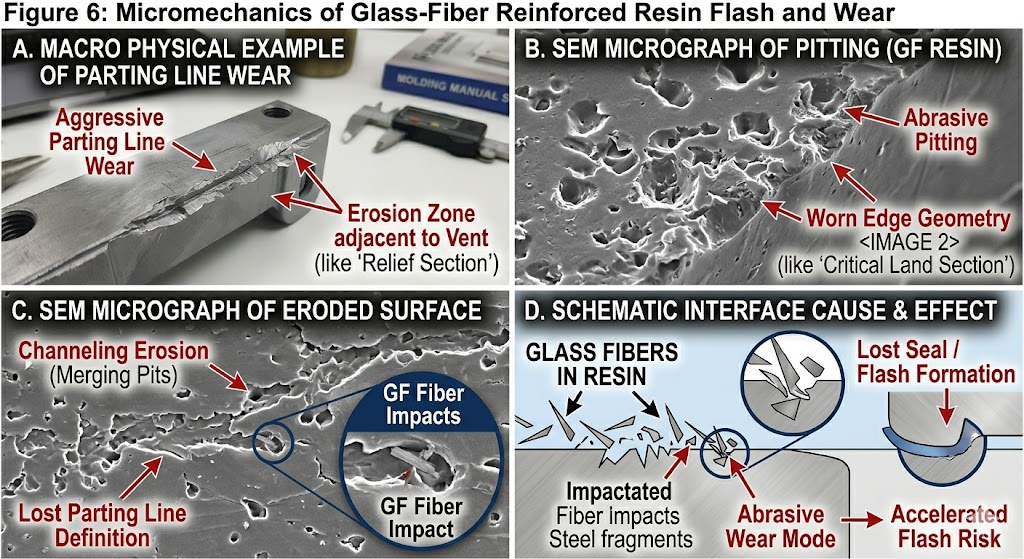
Glassfylte karakterer (GF30 og over)
Glassfibre er slipende. Skilleflater, ventiler og utkasterstiftehull slites alle raskere i GF-fylt produksjon enn ufylte kvaliteter. Vedlikeholdsintervaller bør reduseres med 30–40 % i forhold til ufylte materialplaner. Herdede stålinnsatser (≥50 HRC) på steder med høy slitasje (portområder, skillelinje ved siden av porten) anbefales sterkt.
Tynnveggdeler (<1,0 mm vegg)
Tynnveggede deler krever høye injeksjonshastigheter og trykk - presser hulromstrykket til den øvre grensen for presseklemmekapasiteten. Prosessvinduet mellom kort skudd og blits er veldig smalt (noen ganger <5 % av injeksjonstrykket). Disse formene krever:
- Presisjonsskilleoverflate (≤0,005 mm planhet)
- Større press enn klemmeberegning alene antyder (legg til 30 % margin)
- Sanntids hulromstrykksensorer – trykkkontroll med lukket sløyfe for å forhindre blink
7. Flash-kostnad: hvorfor eliminering lønner seg
Flash blir sjelden kostnadsberegnet nøyaktig i kvalitetssystemer. Den sanne kostnaden inkluderer:
| Kostnad Element | Typisk rekkevidde per del | Notater |
|---|---|---|
| Trimming av arbeidskraft | USD 0,05–0,40 USD | Avhenger av blitsplassering og tilgjengelighet |
| Verktøyslitasje fra blits (akselerert PS-skade) | $0,01–0,05 $ amortisert | Flash sliter PS, og skaper en forverret syklus |
| Økt skraphastighet (blits forårsaker avvisning av deler) | 1–5 % av produksjonsverdien | Høyer for tight-tolerance parts |
| Stopp i samlebåndet (blits forårsaker tilpasningsproblemer) | Variabel | Kan utløse kundetilbakeførsel |
| Kundereturer / feltfeil | Høy | Spesielt for tetting av overflater |
| Nedetid for muggreparasjon | $500–$5000 per hendelse | Pluss tapt produksjonsmulighet |
For en del i mellomvolum til 500 000 deler/år med en trimmekostnad på 0,20 USD/del og 2 % blitsrelatert skrap, overstiger den årlige kostnaden for uløst blits $150 000 — langt mer enn kostnadene ved riktig reparasjon av skilleflaten eller et vedlikeholdsprogram for formen.
8. Konklusjon
Flash er et symptom, ikke en rotårsak. Å løse det permanent krever å identifisere hvilken av de syv hovedårsakskategoriene – klemkraft, skilleflatetilstand, prosessparametere, materialviskositet, formtemperatur, designmangel eller komponentslitasje – som er den faktiske driveren. Prosessjusteringer alene undertrykker blits midlertidig; verktøy og designkorreksjoner eliminerer det permanent.
Den mest kostnadseffektive strategien er forebygging: å designe skilleflater, støttekonstruksjoner og ventilasjonsgeometrier til riktig spesifikasjon for det spesifikke materialet som kjøres, og implementere et strukturert forebyggende vedlikeholdsprogram som fanger opp slitasje før det blir en kvalitetsflukt.
Relaterte artikler:
- Forstå hva et kort skudd er i sprøytestøping: årsaker, løsninger og forebygging
- Krympe- og vridningskontroll i sprøytestøping: Ingeniørveiledning for OEM-er
- Omarbeiding av sprøytestøpeformer: Kan du konvertere et verktøy med 2 hulrom til 4 hulrom?
- Den ultimate guiden til reparasjon av sprøytestøpeformer: Lasersveising og overflatebehandlingsteknikker
- Valgguide for høypresisjonssprøytestøpestål
IMTEC Mold | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

