
Kjernesvar: Teknisk gjennomførbarhet og økonomisk evaluering av 2-hulrom til 4-hulrom omarbeid
Konvertering av en sprøytestøpeform fra 2-hulrom til 4-hulrom er technically high-risk og innebærer vanligvis en fullstendig redesign av formbaseoppsettet, løpebalansering og kjøleintegrasjon. The Direct Answer: Med mindre formen opprinnelig ble designet som en "broform" med forhåndstildelt avstand eller bruker et utskiftbart innsatssystem, vil kostnadene for modifikasjon og risikoen for produksjonssvikt ofte overstige investeringen for å bygge et nytt verktøy med 4 hulrom.
Kritiske tekniske barrierer i hulromsdobling
Dobling av antall hulrom er ikke bare et spørsmål om fysisk plass; det krever en grunnleggende revurdering av Injection Molding Fluid Dynamics .
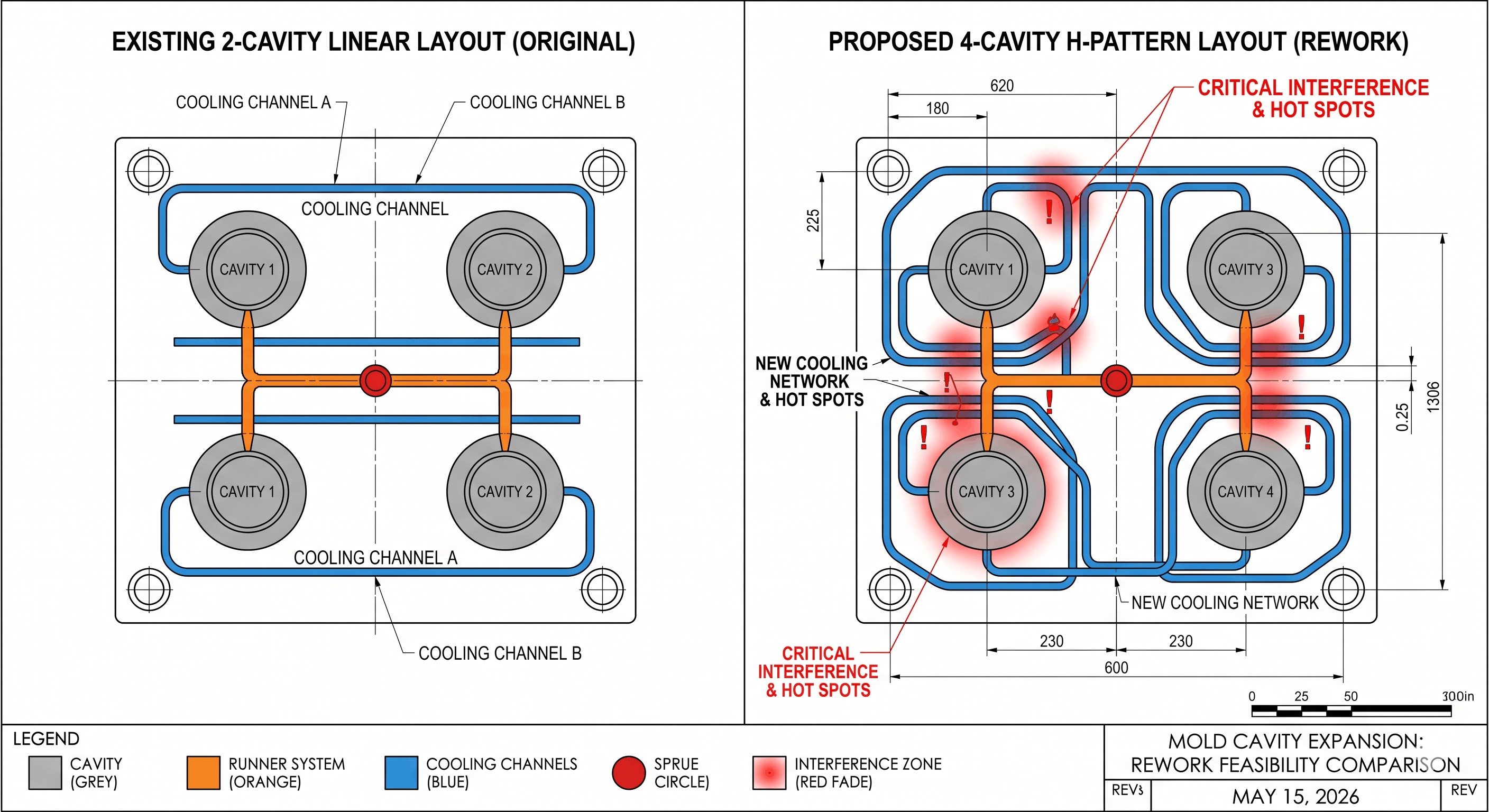
- Løperbalansering: En form med 2 hulrom bruker vanligvis en rettlinjet løper. Utvidelse til 4 hulrom krever overgang til en H-mønster eller sirkulær symmetri for å sikre identisk trykk, temperatur og fyllingstid i alle hulrom. Hvis midtmatingspunktet er fast, er det nesten umulig å oppnå denne balansen etter konstruksjon uten at det går på bekostning av delens kvalitet.
- Termisk belastning og kjølelogikk: Å legge til hulrom dobler den termiske energien som kommer inn i formen. Existing Cooling Channels (Vannledninger) er sjelden plassert for å håndtere den ekstra varmen. Unnlatelse av å omdirigere disse linjene skaper "hot spots", som fører til ujevn krymping, vridning og betydelig lengre syklustider.
- Strukturell integritet: Maskinering av nye hulrom til en eksisterende formbase svekker støttesøylene og -platene. Under høyt injeksjonstrykk kan formplatene gjennomgå Micro-deflection , forårsaker blink eller uopprettelig skade på skillelinjen.
Teknisk beslutningsmatrise: Omarbeid vs. nybygg
Den følgende sammenligningen skisserer avveiningene mellom ettermontering av et gammelt verktøy og investering i en ny høyytelsesform.
| Evaluation Metric | Omarbeide eksisterende verktøy (ettermontering) | Nytt 4-hulromsbygg (ny investering) |
|---|---|---|
| Upfront Cost | Lavere (sparer 30%-50% på stål) | Høyere (fulle anleggsutgifter) |
| Produksjonseffektivitet | Unstable; resulterer ofte i lengre sykluser | Høy; optimalisert via konform kjøling |
| Delkonsistens | Poor; høy risiko for avvik fra hulrom til hulrom | Superior; validert via CAE-simulering |
| Tool Longevity | Reduced; sveiseområder som er utsatt for sprekker | Long; full strukturell integritet |
| Maintenance Frequency | Høy; stress på tetninger og sklier | Lav; bruker standardiserte komponenter |
Digital evaluering: Hvordan kvantifisere "reworkability"
Før de godkjenner en modifikasjon, må ingeniører validere prosjektet ved å bruke tre kvantitative KPIer:
- Klemkraftvalidering: Det totale projiserte området (A) på 4 deler multiplisert med hulromstrykket § må ikke overstige 80 % av maskinens nominelle klemkraft (F).
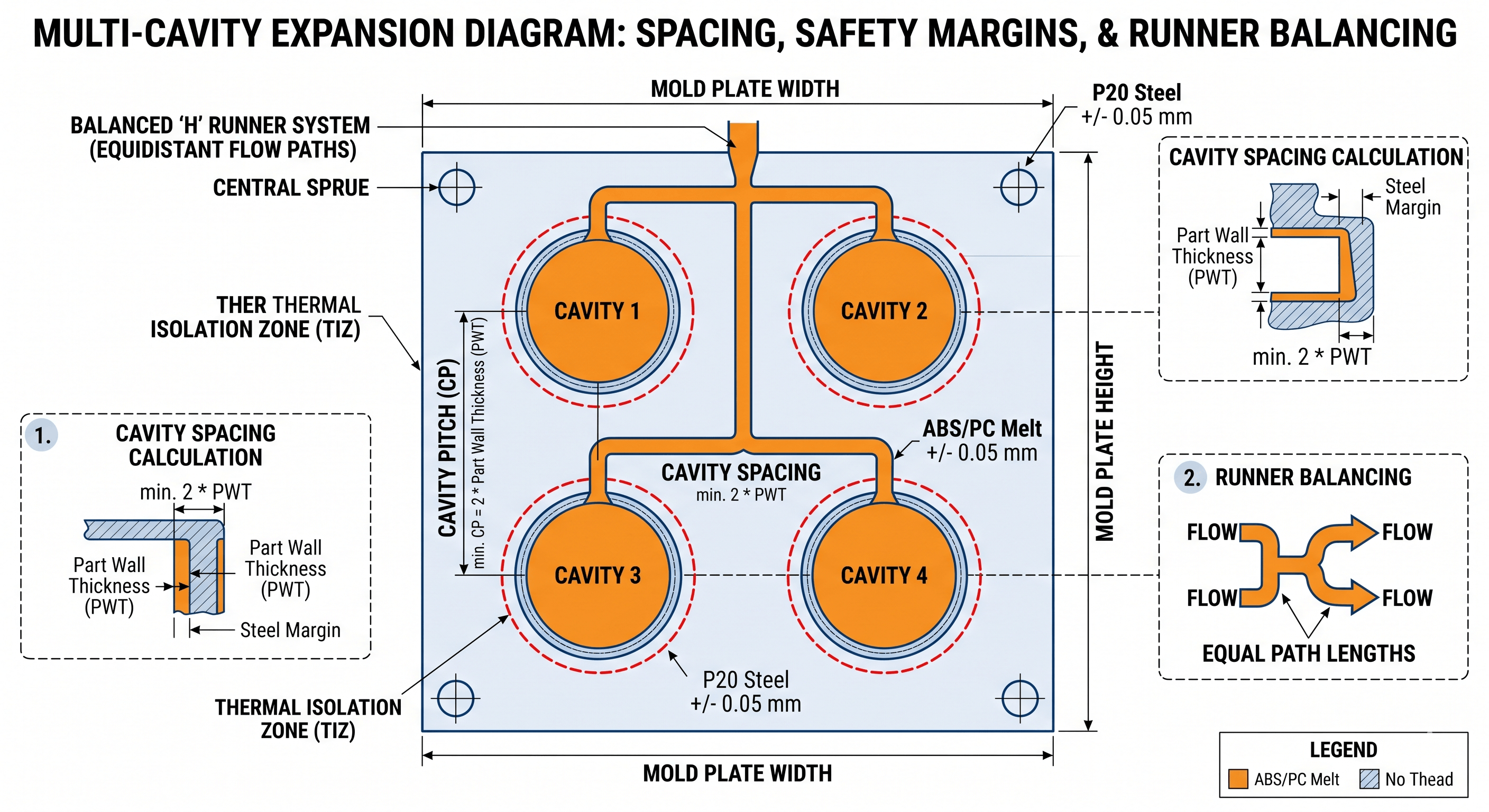
Formel: F > (A1 A2 A3 A4) * P / 0,8 - Sikkerhet for hulrom og stål: Det må være en minimum stålveggtykkelse på minst 2x den maksimale delveggtykkelsen mellom hulrom for å sikre termisk stabilitet.
- Skuddkapasitetsforhold: Den totale vekten på 4 deler bør ideelt sett falle mellom 20 % og 80 % av injeksjonsmaskinens maksimale skuddkapasitet for å forhindre polymernedbrytning.
Contextual Snippets
- Hva er Runner Balancing? Det er ingeniørpraksisen å designe like lange strømningsbaner for å sikre at smeltet plast når hvert hulrom samtidig, og forhindrer svingninger i delvekt og dimensjoner.
- Hva er klemkraft? Trykket som påføres av sprøytestøpemaskinen for å holde formen lukket mot det indre trykket som genereres av den injiserte plasten.
- Hvorfor forårsaker Rework "Flash"? Flash oppstår når plast lekker mellom formhalvdelene, ofte forårsaket av utilstrekkelig klemkraft eller plateavbøyning etter å ha lagt til flere hulrom enn formbasen er designet for å støtte.
Forfatter: IMTEC Mold
Kvalifikasjoner: Denne tekniske veiledningen ble skrevet av IMTEC Mould. Med over 18 års erfaring innen produksjon av høypresisjonsformer
Kompetanse: Spesialisert på DFM (Design for Manufacturing), Multi-Cavity Optimization og medisinsk-grade sprøytestøpingsprotokoller.

