
I. Definisjon og manifestasjoner av stressmerker
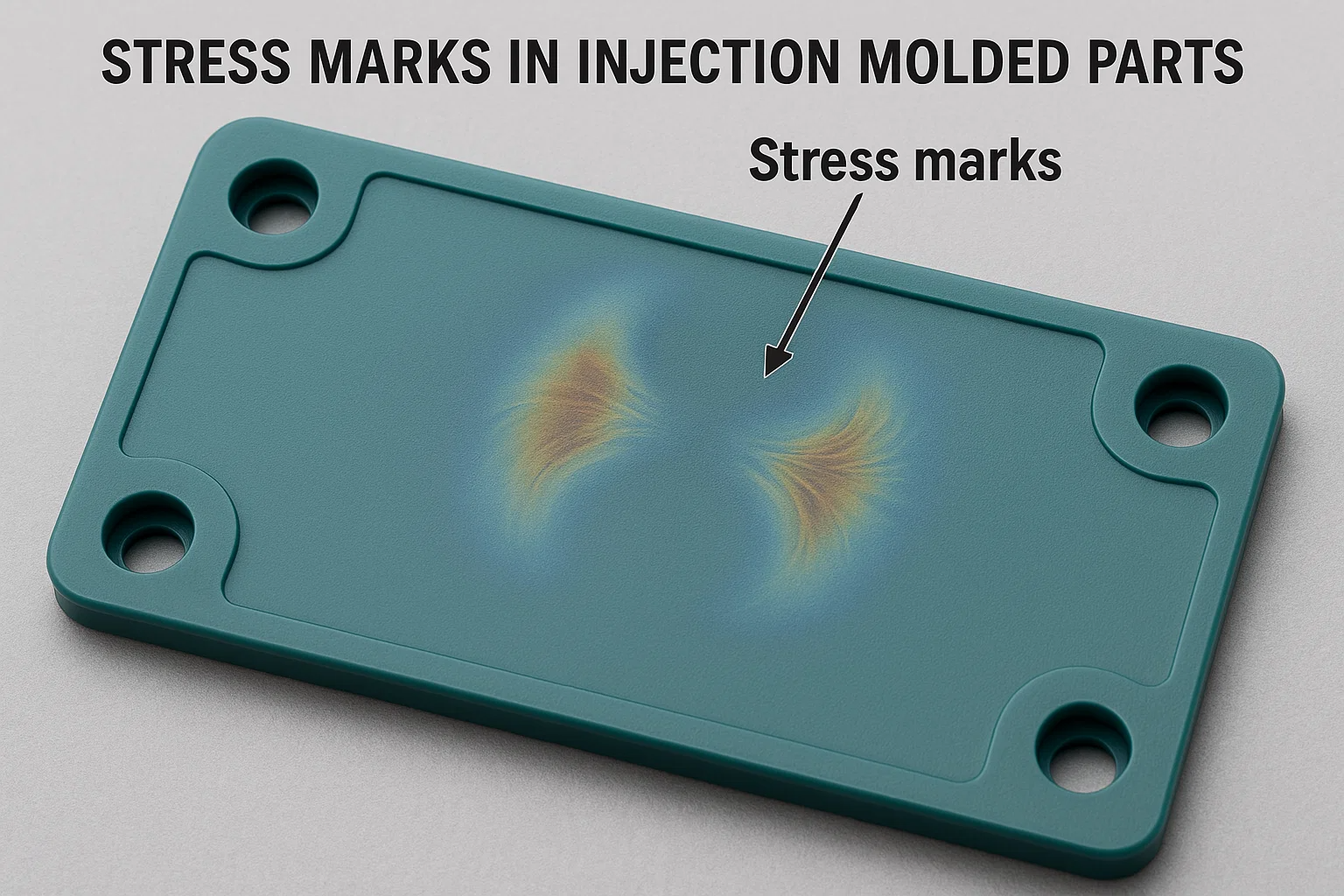
Stressmerker i injeksjonsstøpte deler er overflatedefekter forårsaket av lokal stresskonsentrasjon, og fremstår som blank eller ujevn tekstur. Vanlige steder inkluderer:
- Visuelle avvik : Mer merkbar på mørkfargede deler, som ligner "spøkelseslinjer" eller ujevn skyggelegging.
- Posisjonsfunksjoner : Forekommer ofte nær strømningsendene, sveiselinjer og områder med ujevn kjøling.
Ii. Rotårsaksanalyse
1. Mold designfeil
- Feil portdesign : Små porter eller dårlig plassering fører til høye skjærhastigheter og temperaturgradienter.
- Brå veggtykkelse endres : Tykkelsesvariasjoner som overstiger 30% forårsaker ujevn krymping (f.eks. Tynnveggede områder begrenser sammentrekning, og genererer strekkspenning).
- Utilstrekkelig ventilasjon : Gassfeller ved avskjedslinjer eller flyt ender skaper lokal overoppheting og strømningsturbulens.
- Skarpe hjørner og ribbesign : Høy strømningsmotstand i skarpe vinkler; Ribben tykkere enn 40% -60% av hovedveggtykkelsen forstyrrer kjølingens enhetlighet.
2. Prosessparameterproblemer
- Overdreven injeksjonshastighet/trykk : Høy skjærspenning og molekylær orientering øker restspenningen.
- Temperaturforvaltning : Lav smeltetemperatur eller ujevn muggkjøling (f.eks. Dårlig utformede kjølekanaler) forsterker krympingsforskjeller.
- Utilstrekkelig pakketrykk : Kort pakningstid eller lavt trykk klarer ikke å kompensere for krymping, og forårsaker vasker og spenningsmerker i tykke seksjoner.
3. Materielle egenskaper
- High Melt Flow Index (MFI) : Overvæskematerialer fremmer molekylær orientering og ujevn krymping.
- Krystallinitetseffekter : Krystallinske materialer (f.eks. PP, PA) er følsomme for kjølehastigheter; Områder med tykke vegg utvikler krystallinitetsforskjeller.
- Additiv segregering : Fyllstoffer som glassfibre akkumuleres i strømningsendene, svekkende grensesnittbinding.
4. Begrensninger for produktdesign
- Ikke-ensartet veggtykkelse : Eksempler inkluderer bærbare bakdeksler med 40% -60% tykkelsesvariasjoner.
- Dårlig sveiselinjeplassering : Stressmerker dannes når sveiselinjer sammenfaller med kosmetiske overflater.
Iii. Omfattende løsninger
1. Mold designoptimalisering
- Gateendringer : Forstørre porter (f.eks. 1,5 mm → 2,0 mm); Vedta vifte- eller overlappingsporter for å redusere skjær.
- Gradvis tykkelse overganger : Legg til radier (≥0,5 × veggtykkelse) ved brå endringer; Casestudier viser 80% reduksjon av stressmerke.
- Forbedret ventilasjon : Legg til ventilasjonsspor (0,02-0,04 mm dybde) ved strømningsendene; Bruk porøst stål eller sett inn ventilasjonsåpninger.
- Konform kjøling : Implementere konform kjølekanaler for å begrense temperaturvariasjonen til ± 5 ° C.
2. Prosessjusteringer
- Temperaturkontroll : Hev smeltetemperatur med 10-20 ° C (f.eks. PA66: 270 ° C → 290 ° C) og muggtemperatur med 20-30 ° C (f.eks. ABS: 60 ° C → 80 ° C).
- Multi-trinns injeksjon : Start med lav hastighet (30% -50% maks) for innledende fylling, og bytt deretter til høy hastighet; Sett pakningstrykket til 70% -90% injeksjonstrykk.
- Utvidet pakketid : Øk fra 2s til 4s for å dempe krymping og gjenværende stress.
3. Materielle modifikasjoner
- Lavskrinematerialer : Legg til 30% talkum til PP, reduserer krymping fra 1,8% til 0,8%.
- Flyttilsetningsstoffer : 0,1%-0,5%silikonbaserte smøremidler lavere smelteviskositet med 10%-20%.
- Fiberkompatibilitet : Behandle glassfibre med koblingsmidler for å minimere grensesnittspenning.
4. Etterbehandling og testing
- Annealing : PC-deler annealert ved 120 ° C i 2 timer eliminerer 60% -80% internt stress.
- Stressdeteksjon : Bruk polarisert lys eller oppløsningsmiddel nedsenking (f.eks. ABS i iseddik i 2 minutter) for kvalitativ analyse.
IV. Casestudier
Tilfelle 1: Lekepistol Arkivstressmerker
- Utgave : PP 10% GF -del viste spenningsmerker på ribbeina (50% tykkelsesforskjell).
- Fastsette : Reduser ribbetykkelsen til 40% av hovedveggen; Legg til radier; lavere pakketrykk (80MPa → 60MPa); Hev muggtemp (60 ° C → 80 ° C).
- Resultatat : 100% eliminering; Utbyttet økte fra 70% til 95%.
Sak 2: Laptop Cover Stress Marks
- Utgave : PC ABS -del hadde stressmerker på grunn av 0,9 mm/1,5 mm veggmatch.
- Fastsette : Reposisjonsport for å fylle tykke områder først; Hev muggtemp (90 ° C → 110 ° C); utvide pakking til 6s.
- Result : 90% reduksjon; 98% kosmetisk passeringsrate.
V. Sammendrag
Stressmarkedning krever flerfaglig optimalisering:
- Forebyggende design : Begrens variasjon av veggtykkelse (≤20%); Bruk radier og balanserte løpere.
- Presisjonsbehandling : Gradienttemperatur/trykkkontroll med tilstrekkelig pakking.
- Materiell valg : Prioritere lavskrin, høye strømningsmaterialer; Bruk modifikatorer etter behov.
Systematiske forbedringer forbedrer estetikk, mekanisk ytelse og kostnadseffektivitet.

